



Z – ZP
BRACCI REGOLABILI IN LUNGHEZZA
"*" indica i campi obbligatori
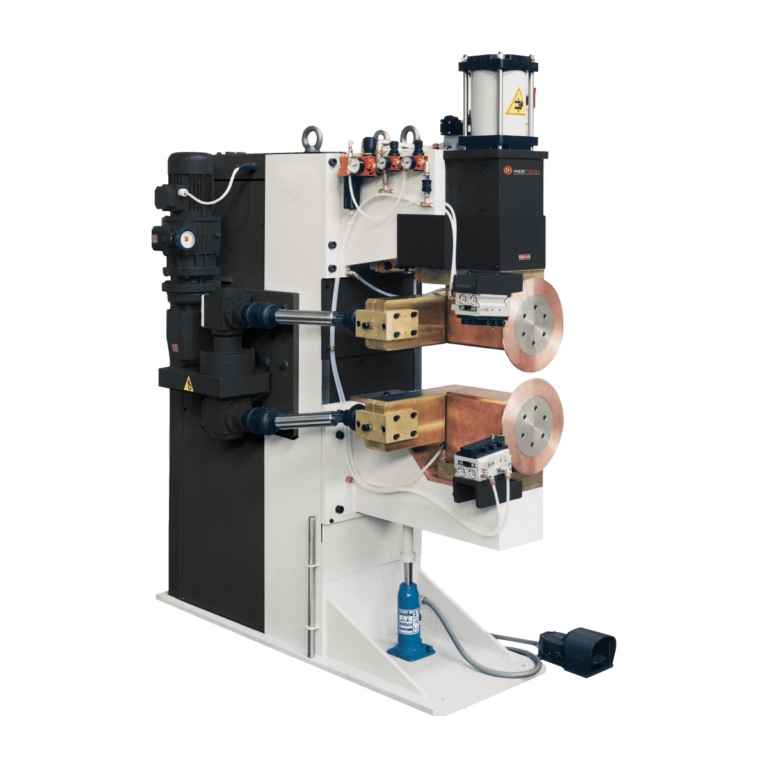
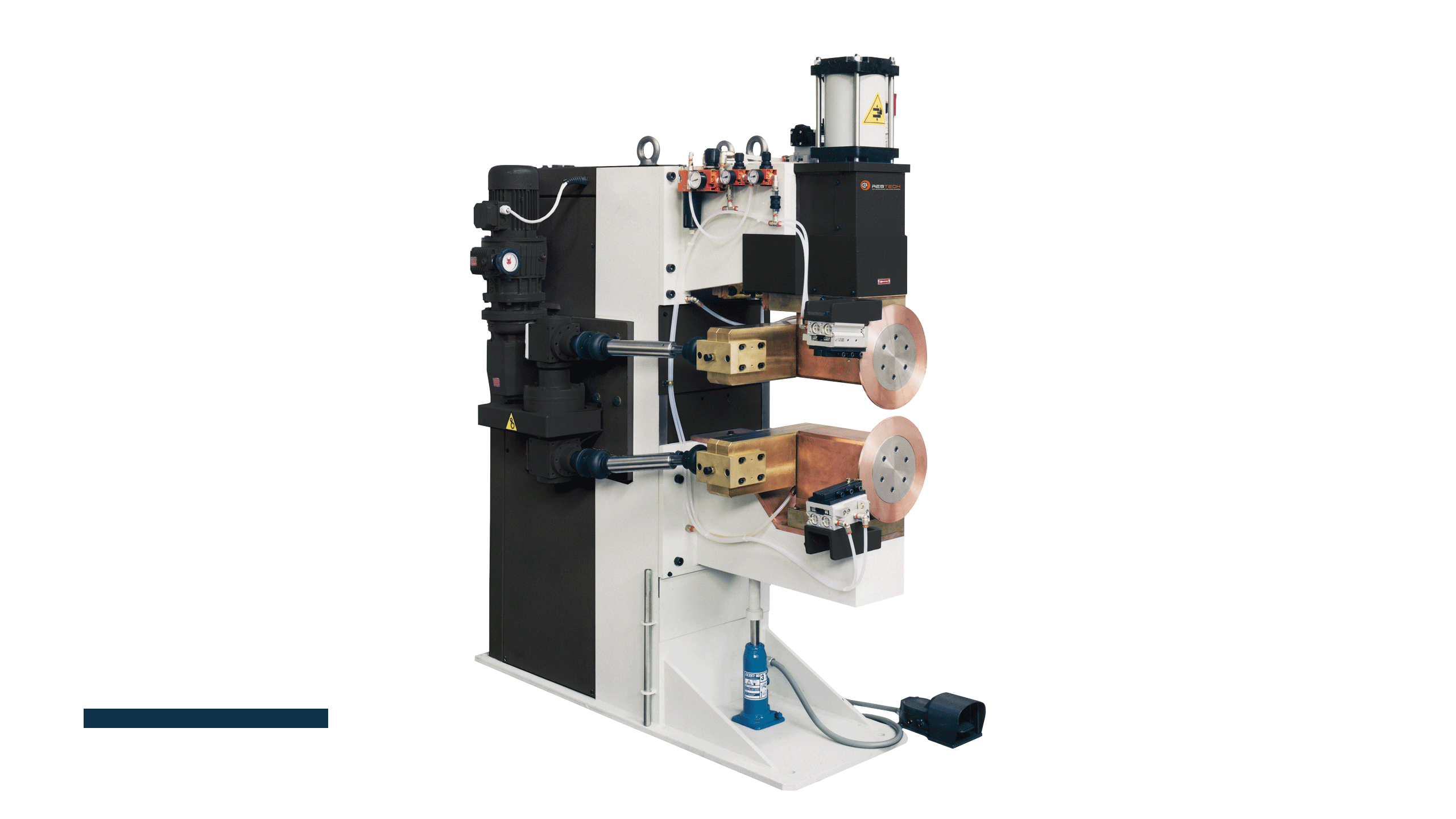
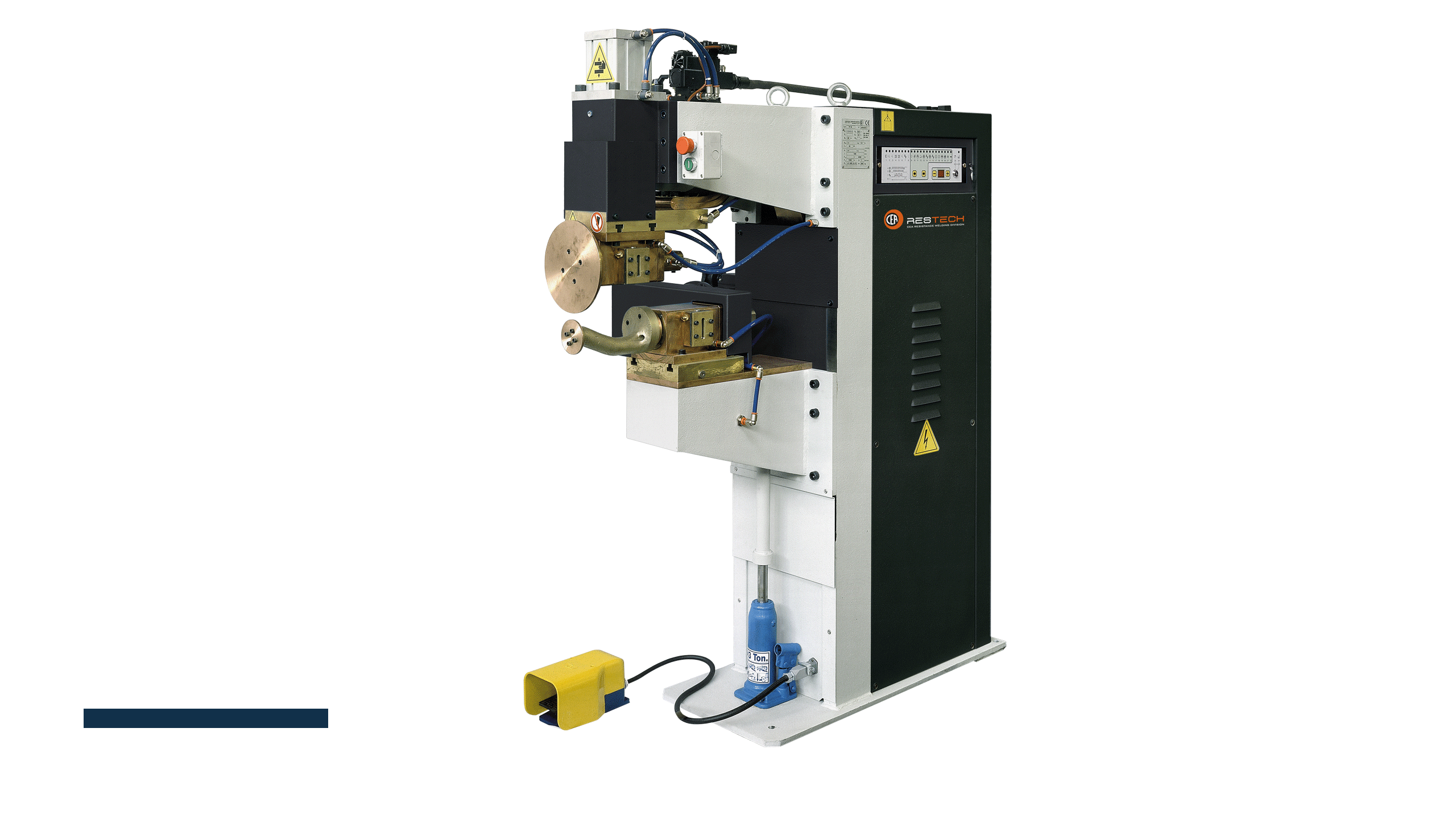
Le saldatrici RT – RL sono fornite di serie per il collegamento alla rete monofase. Per applicazioni speciali sono disponibili versioni trifase, anche con inverter a media frequenza (1000 Hz). La macchina a media frequenza garantisce un’alta velocità di saldatura e consente di unire parti difficilmente saldabili con deformazioni ridotte. L’ampia gamma di configurazioni dell’apparecchiatura consente di ottenere saldature a tenuta stagna di bombole, estintori, radiatori, serbatoi e articoli simili con risultati di qualità eccellente.
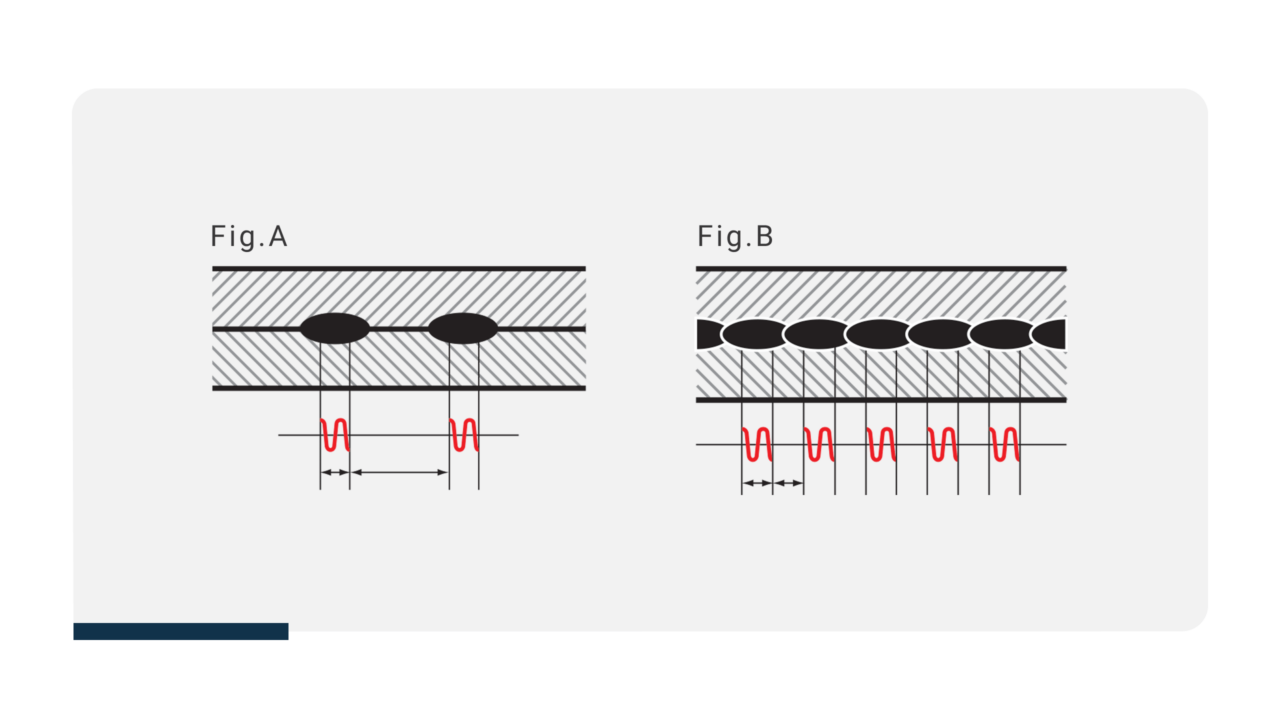
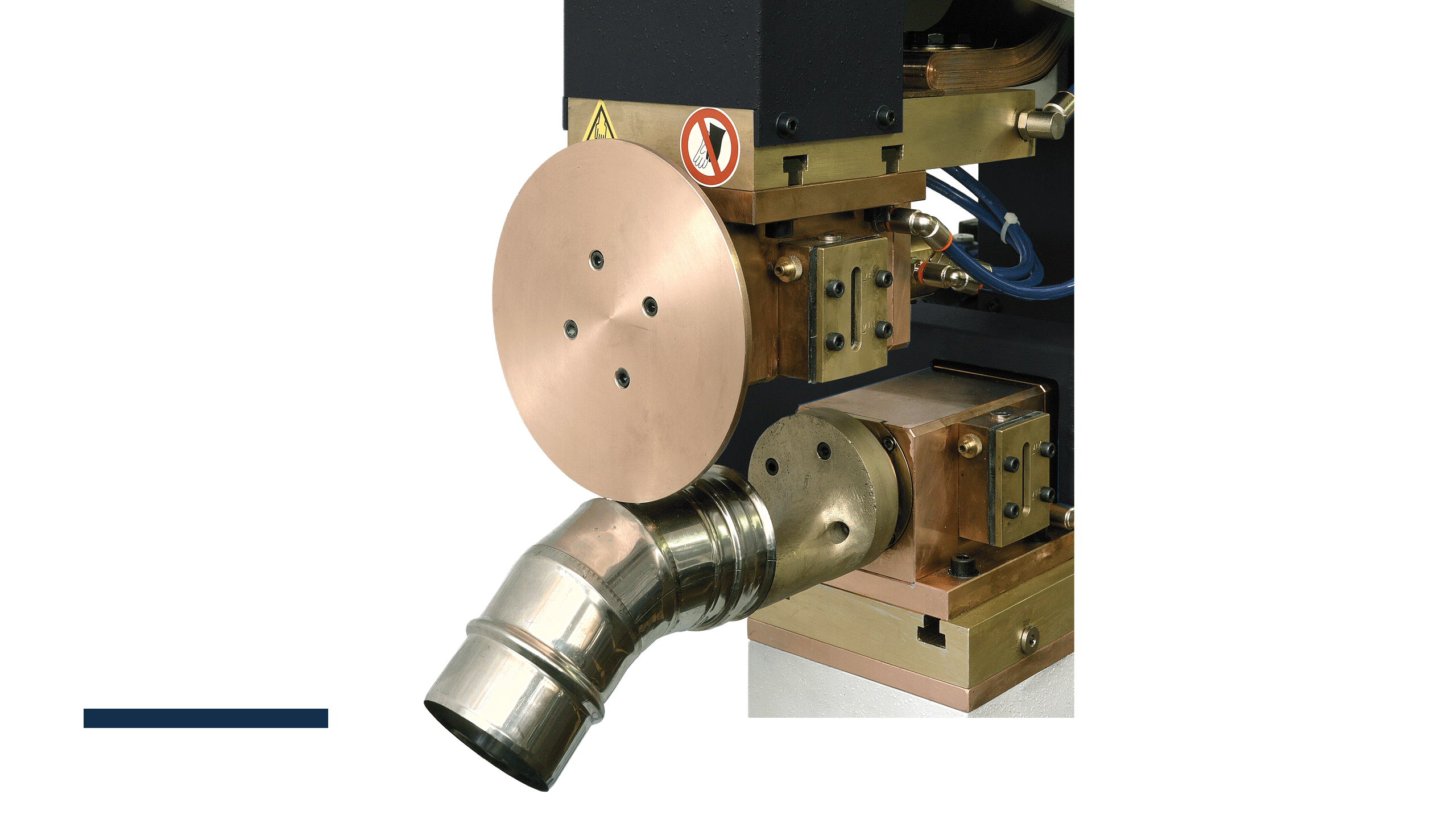
La saldatura a rulli è un processo di saldatura a resistenza elettrica. In questo processo di giunzione i metalli sovrapposti sono saldati sotto pressione da una sequenza di punti realizzati da dischi rotanti in lega di rame. A seconda della scelta dei parametri, come la frequenza dei punti e la velocità di rotazione degli elettrodi, si ottengono solitamente due giunzioni tipiche.

| DATI TECNICI | RT 80 | RT 80 2T | RT 81 | RT 180 2T | RL 81 | |
| Monofase 50/60 Hz | V | 400 | 400 | 400 | 400 | 400 |
| Potenza nominale 50% | kVA | 60 | 60 | 80 | 180 | 80 |
| Potenza installata | kVA | 60 | 60 | 80 | 180 | 80 |
| Fusibile (azione ritardata) | A | 150 | 150 | 200 | 400 | 200 |
| Tensione a circuito aperto | V | 5,1 | 5,1 | 6,7 | 9,5 | 6,7 |
| Profondità della gola | mm | 450 | 450 | 800 | 450 | 800 |
| Corsa di lavoro | mm | 80 | 80 | 80 | 100 | 80 |
| Forza dell’elettrodo a 600kPa(6bar) | daN | 470 | 470 | 470 | 1200 | 470 |
| Capacità massima di saldatura su acciaio dolce | mm | 1,2 + 1,2 | 1,2 + 1,2 | 1,2 + 1,2 | 2 + 2 | 1,2 + 1,2 |
| Capacità massima di saldatura su acciaio inossidabile | mm | 1,5 + 1,5 | 1,5 + 1,5 | 1,5 + 1,5 | 3 + 3 | 1,5 + 1,5 |
| Dimensioni (PxLxA) | mm | 1150 x 800 x 2020 | 1150 x 800 x 2020 | 1450 x 800 x 2100 | 1450 x 800 x 2100 | 1450 x 800 x 2100 |
| Peso | kg | 800 | 900 | 900 | 1540 | 900 |
| Testa di azionamento | A | A B | B | A B | B | |
| Sistema di guida | C | E | D | E | D | |
| TESTA DELL’AZIONAMENTO | ||||||
| A = inferiore | ||||||
| B = superiore | ||||||
| SISTEMA DI GUIDA | ||||||
| C = cinghia dentata | ||||||
| D = diretto con giunto di Hooke | ||||||
| E = differenziale | ||||||


