



Z – ZP
LONGUEUR DE BRAS RÉGLABLE
« * » indique les champs nécessaires
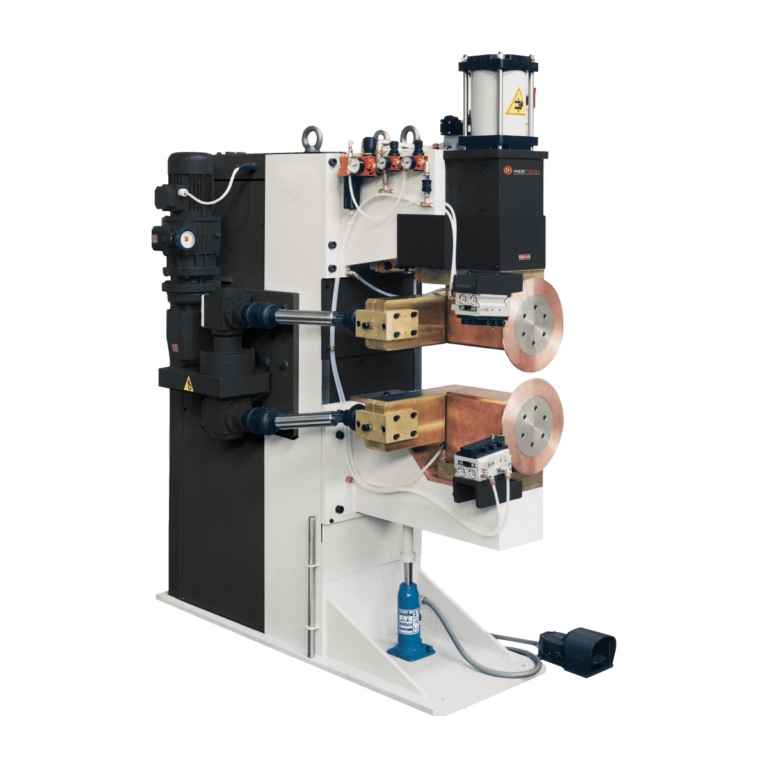
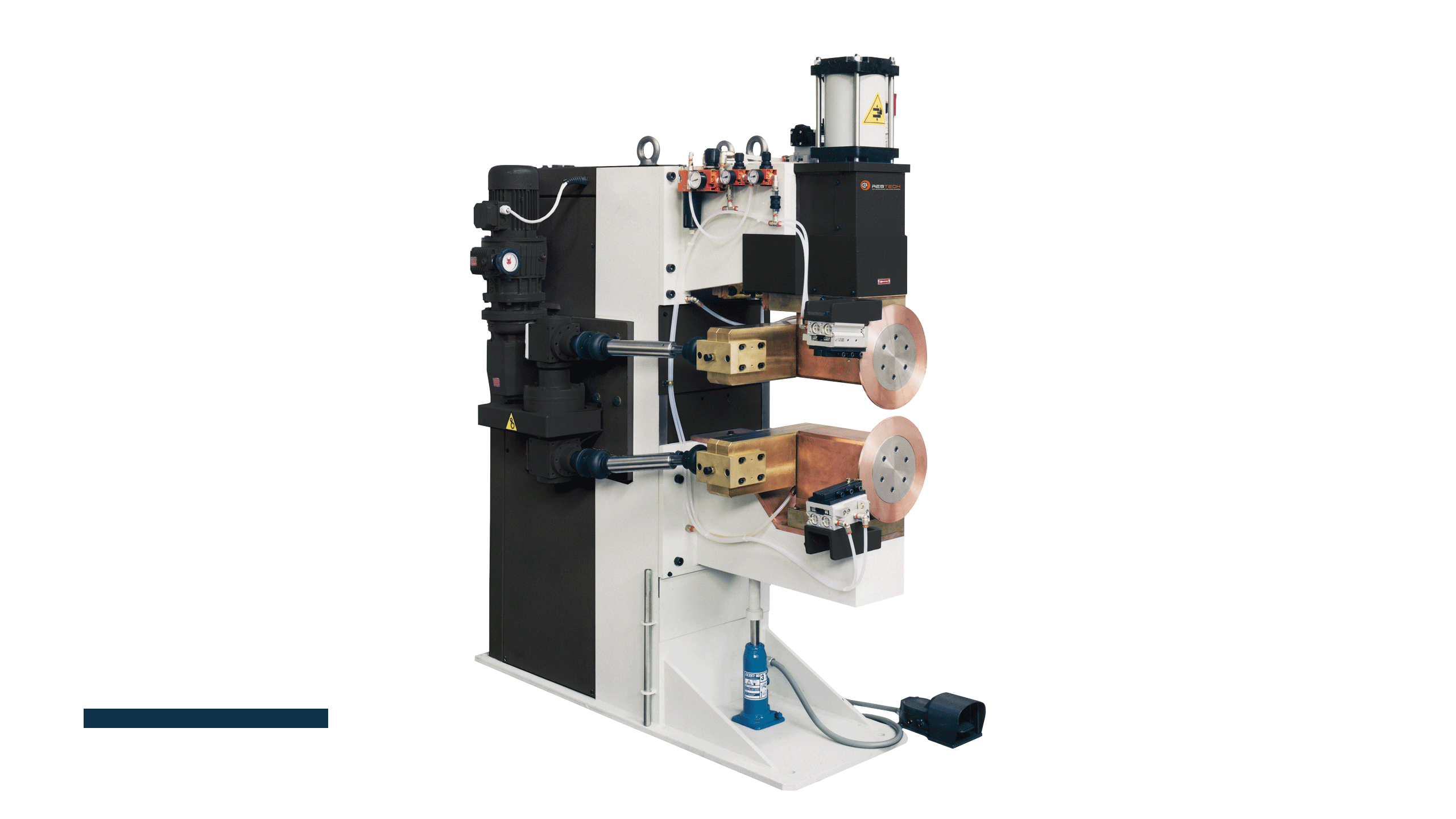
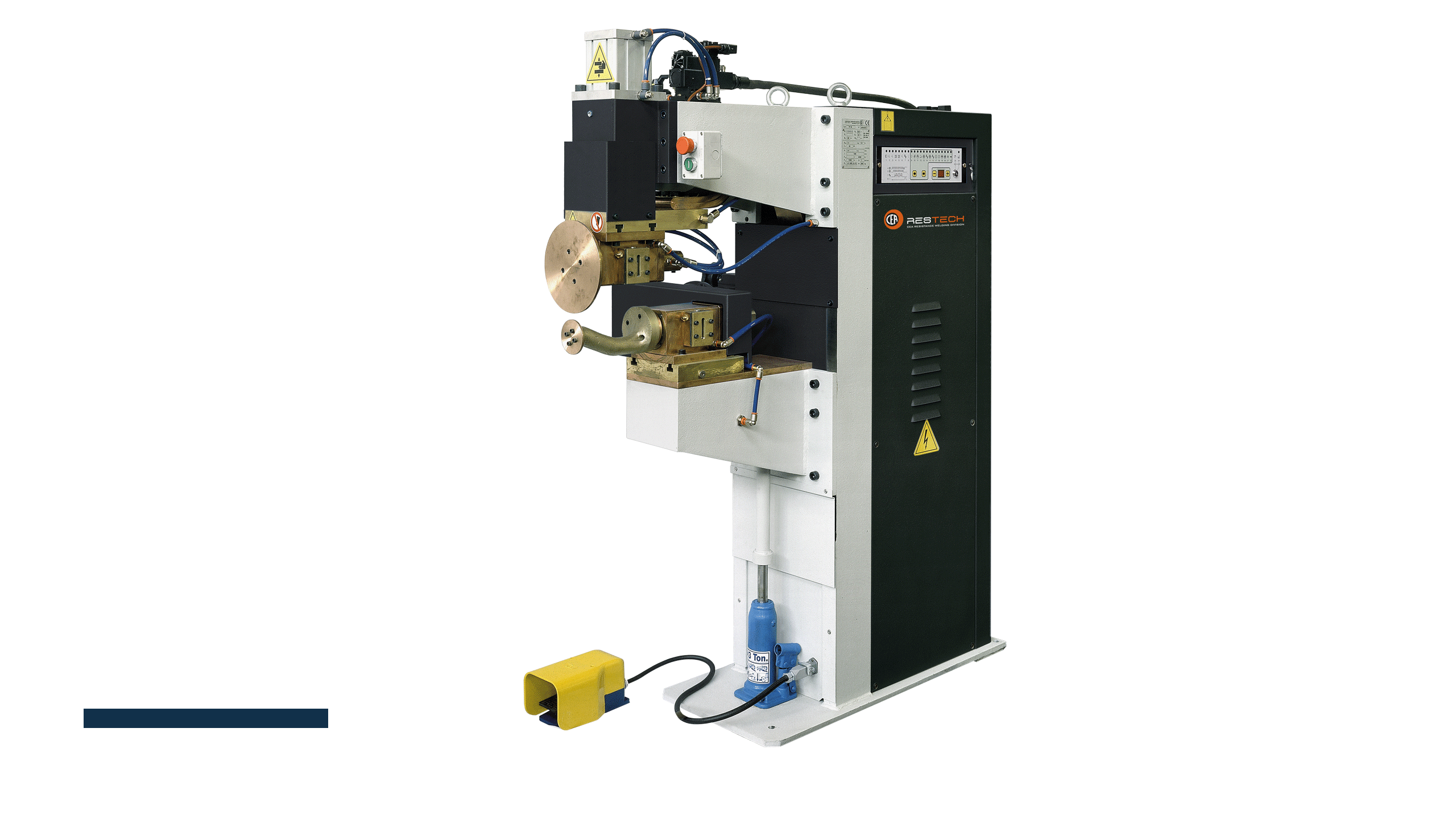
Les soudeuses RT – RL sont livrées en standard pour un raccordement au réseau monophasé. Des versions triphasées, avec convertisseur à moyenne fréquence (1000 Hz), sont disponibles pour des applications spéciales. La machine à moyenne fréquence permet de souder à grande vitesse et d’assembler des pièces difficilement soudables avec une déformation réduite. La vaste gamme de configurations de l’équipement permet d’obtenir des soudures étanches de cylindres, d’extincteurs, de radiateurs, de réservoirs et d’articles similaires avec d’excellents résultats qualitatifs.
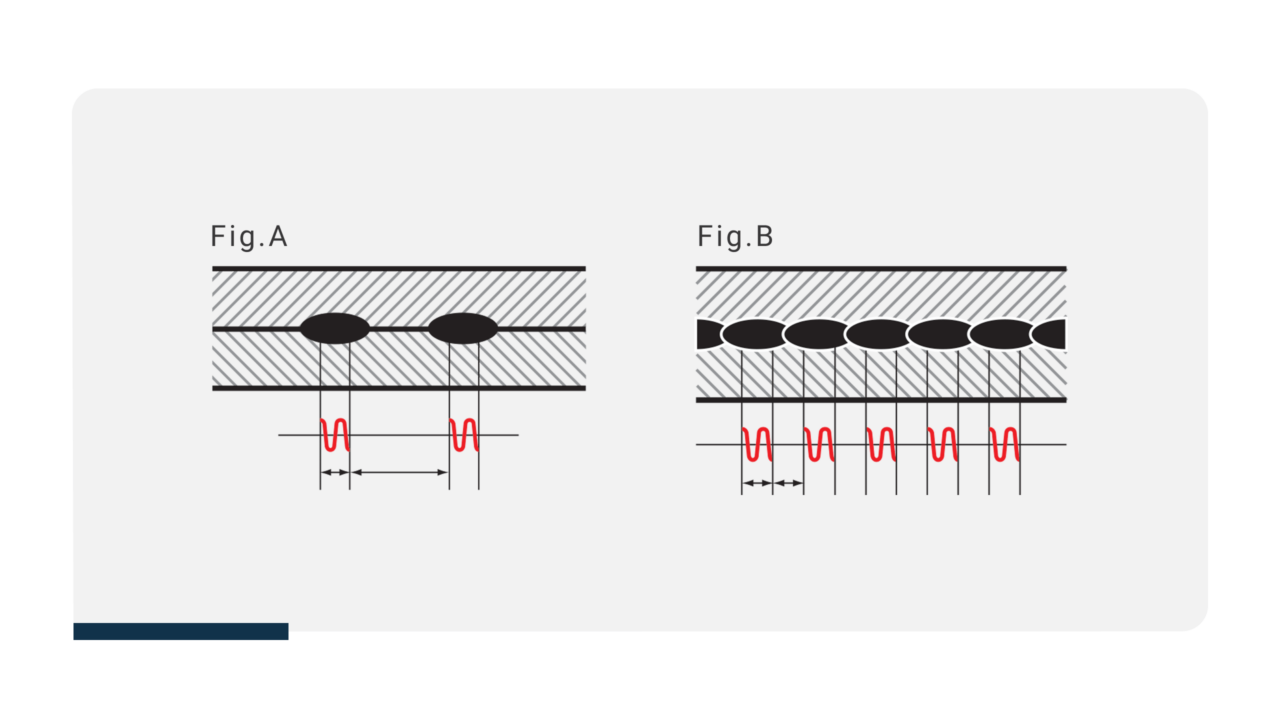
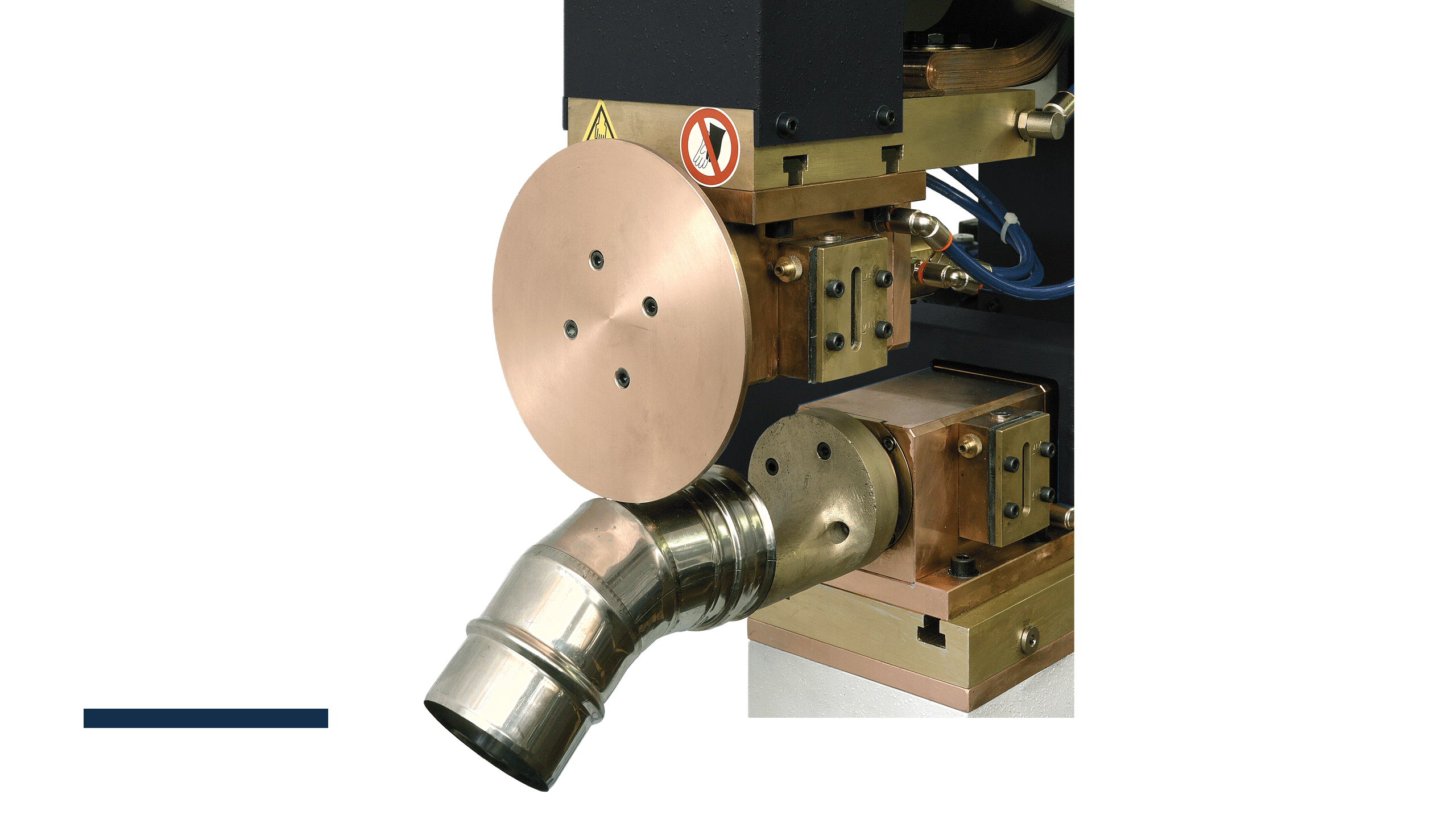
Le soudage à la molette est un procédé de soudage par résistance électrique. Dans ce processus d’assemblage, les métaux superposés sont soudés sous pression par une séquence de points réalisés par des disques rotatifs en alliage de cuivre. Selon le choix des paramètres, tels que la fréquence des points et la vitesse de rotation des électrodes, deux types de joints sont généralement obtenus.

| DONNÉES TECHNIQUES | RT 80 | RT 80 2T | RT 81 | RT 180 2T | RL 81 | |
| Monophasée 50/60 Hz | V | 400 | 400 | 400 | 400 | 400 |
| Puissance nominale 50 | kVA | 60 | 60 | 80 | 180 | 80 |
| Puissance installée | kVA | 60 | 60 | 80 | 180 | 80 |
| Fusible (action retardée) | A | 150 | 150 | 200 | 400 | 200 |
| Tension en circuit ouvert | V | 5,1 | 5,1 | 6,7 | 9,5 | 6,7 |
| Profondeur de la gorge | mm | 450 | 450 | 800 | 450 | 800 |
| Course de travail | mm | 80 | 80 | 80 | 100 | 80 |
| Force de l’électrode à 600kPa(6bar) | daN | 470 | 470 | 470 | 1200 | 470 |
| Capacité de soudage maximale sur acier doux | mm | 1,2 + 1,2 | 1,2 + 1,2 | 1,2 + 1,2 | 2 + 2 | 1,2 + 1,2 |
| Capacité de soudage maximale sur l’acier inoxydable | mm | 1,5 + 1,5 | 1,5 + 1,5 | 1,5 + 1,5 | 3 + 3 | 1,5 + 1,5 |
| Dimensions (LxLxH) | mm | 1150 x 800 x 2020 | 1150 x 800 x 2020 | 1450 x 800 x 2100 | 1450 x 800 x 2100 | 1450 x 800 x 2100 |
| Poids | kg | 800 | 900 | 900 | 1540 | 900 |
| Tête d’entraînement | A | A B | B | A B | B | |
| Système de trainement | C | E | D | E | D | |
| TÊTE D’ENTRAÎNEMENT | ||||||
| A = inférieur | ||||||
| B = supérieure | ||||||
| SYSTÈME D’ENTRAÎNEMENT | ||||||
| C = courroie crantée | ||||||
| D = direct avec joint de crochet | ||||||
| E = différentiel | ||||||


