



Z – ZP
LÄNGENVERSTELLBARE ARME
„*“ zeigt erforderliche Felder an
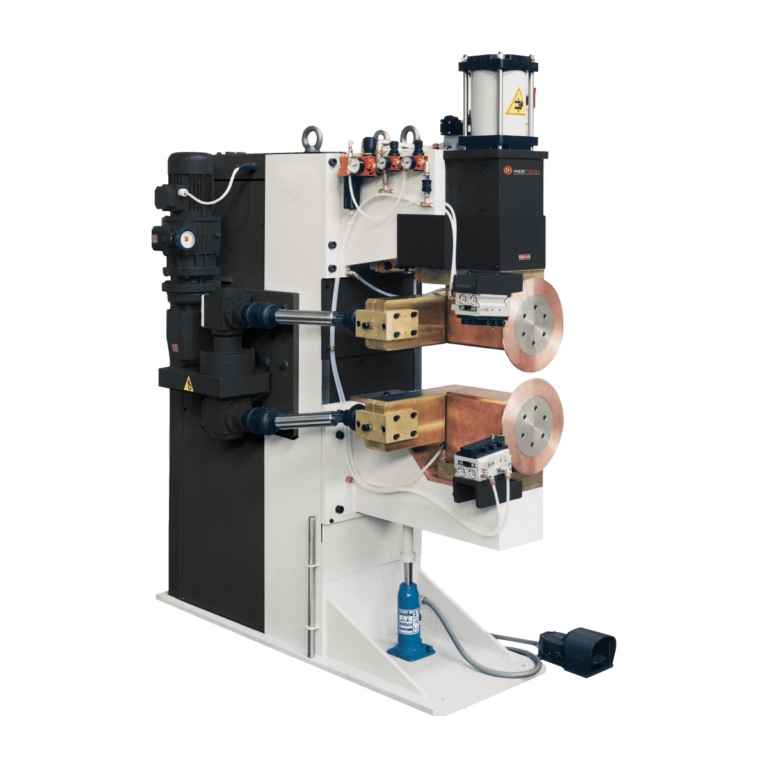
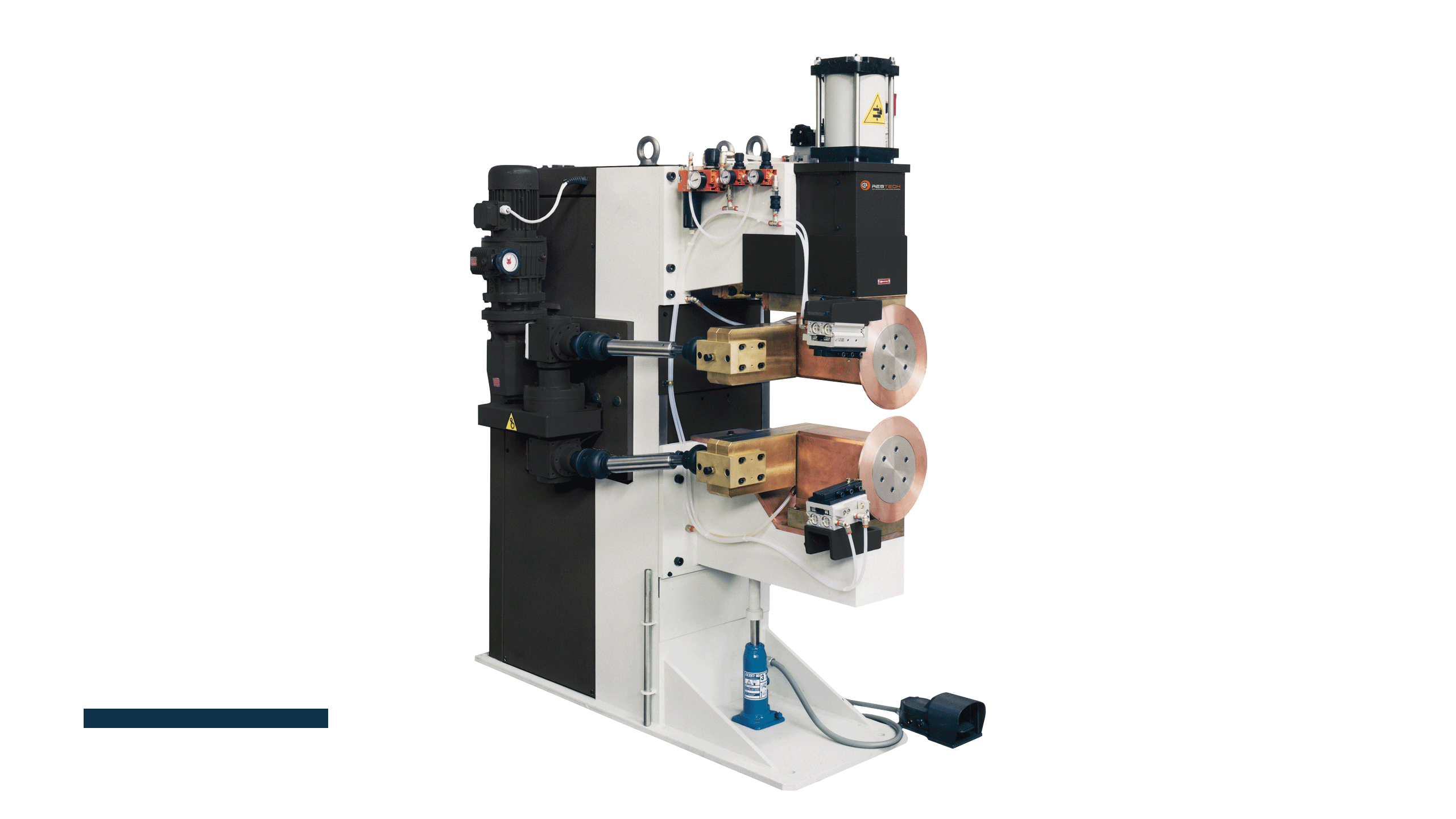
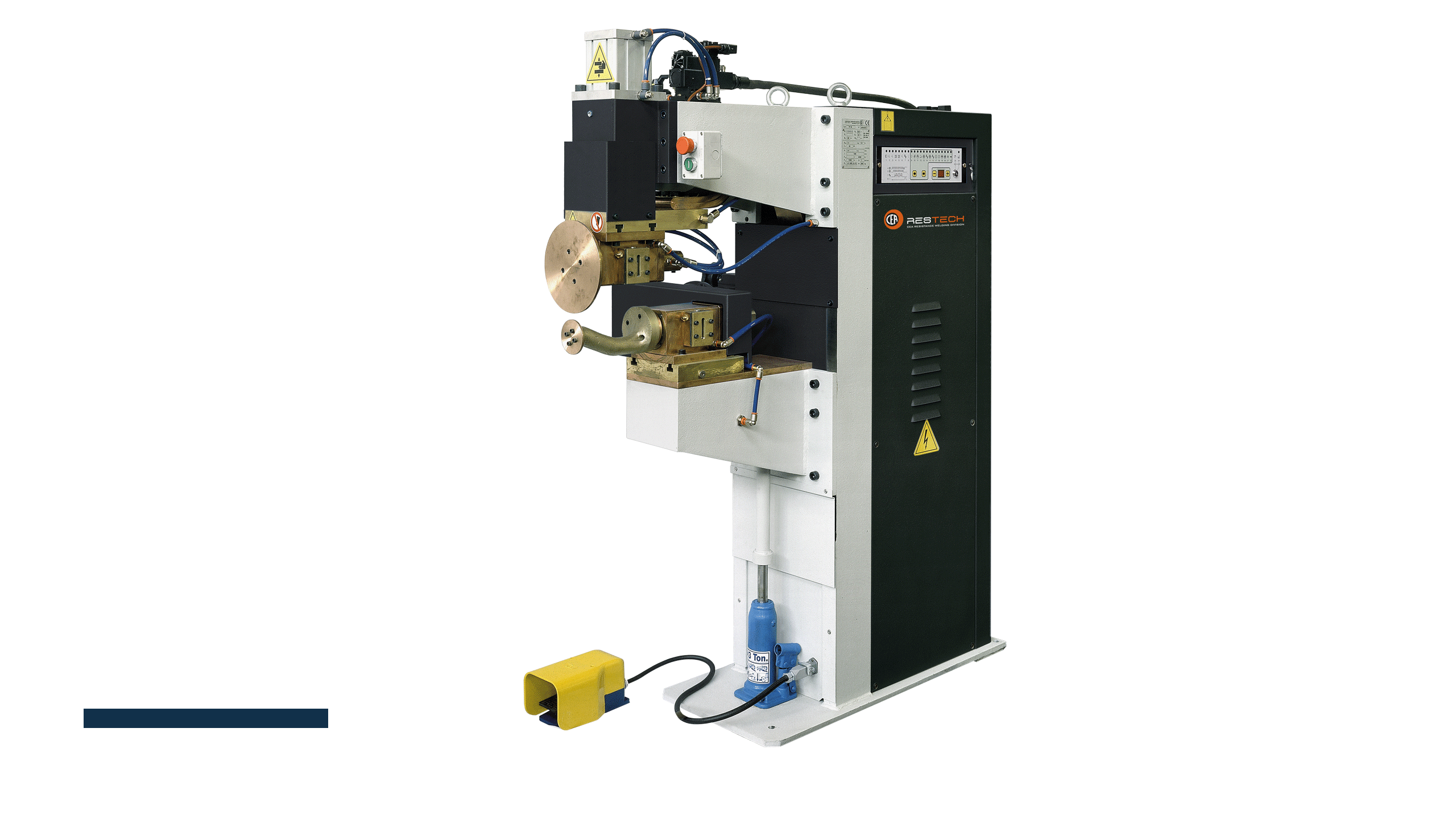
Die RT – RL Nahtschweißgeräte werden standardmäßig für einphasigen Netzanschluss geliefert. Dreiphasige Versionen, auch mit Mittelfrequenzinverter (1000 Hz), sind für spezielle Anwendungen erhältlich. Die Mittelfrequenzmaschine ermöglicht Hochgeschwindigkeitsschweißen und das Verbinden schwer schweißbarer Teile mit geringer Verformung. Die breite Palette der Gerätekonfigurationen ermöglicht das wasserdichte Schweißen von Zylindern, Feuerlöschern, Heizkörpern, Tanks und ähnlichen Gegenständen mit ausgezeichneten Qualitätsergebnissen.
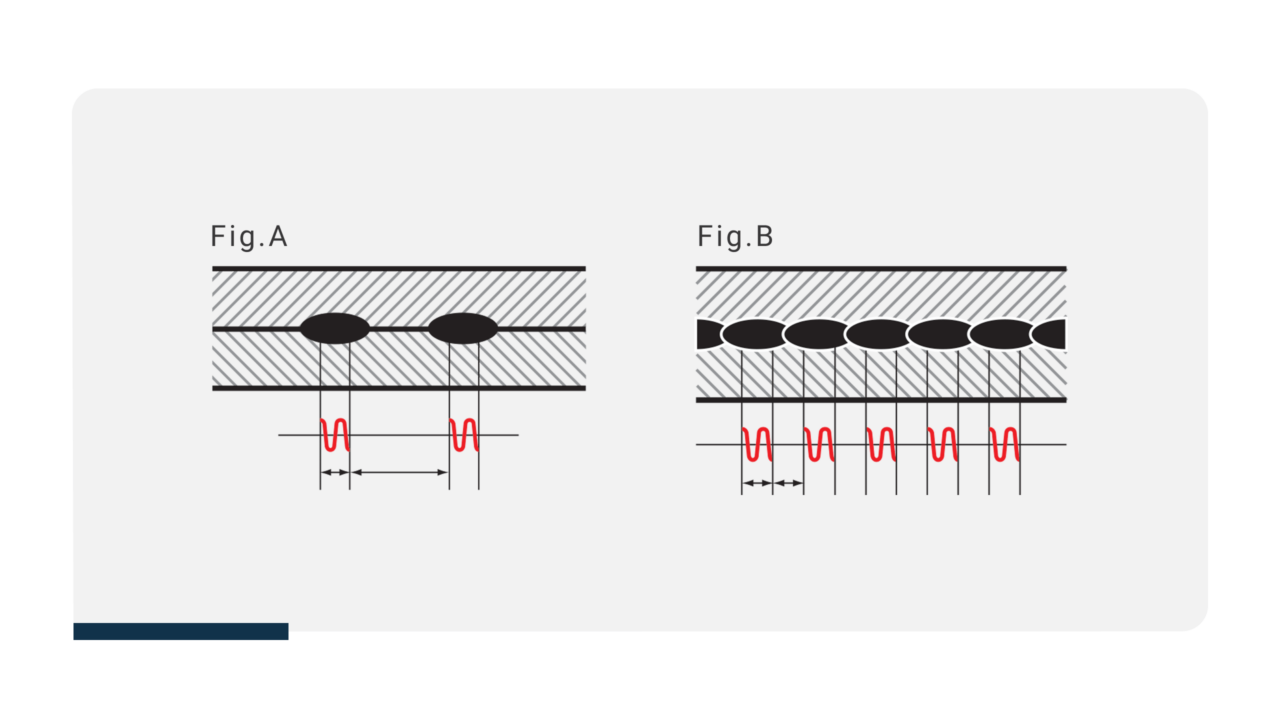
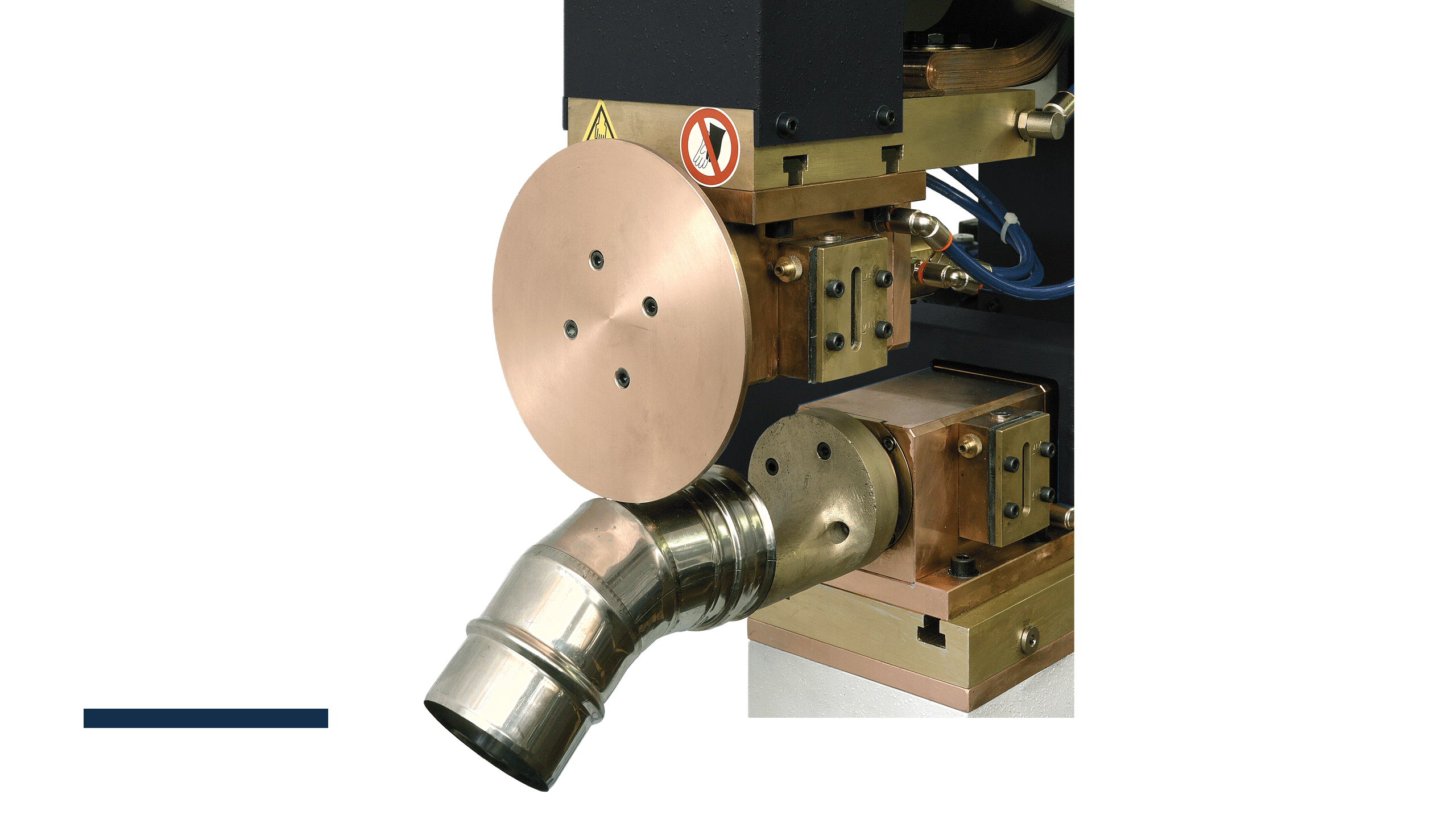
Das Nahtschweißen ist ein Schweißverfahren durch elektrischen Widerstand. Bei diesem Fügeverfahren werden überlappende Metalle unter Druck durch eine Folge von Punkten geschweißt, die von rotierenden Scheiben aus Kupferlegierungen erzeugt werden. Je nach Wahl der Parameter, wie Punktfrequenz und Drehgeschwindigkeit der Elektroden, werden in der Regel zwei typische Verbindungen erzielt.

| TECHNISCHE DATEN | RT 80 | RT 80 2T | RT 81 | RT 180 2T | RL 81 | |
| Einphasiger 50/60 Hz | V | 400 | 400 | 400 | 400 | 400 |
| Nennleistung 50% | kVA | 60 | 60 | 80 | 180 | 80 |
| Installierte Leistung | kVA | 60 | 60 | 80 | 180 | 80 |
| Schmelzsicherung (träge) | A | 150 | 150 | 200 | 400 | 200 |
| Leerlaufspannung | V | 5,1 | 5,1 | 6,7 | 9,5 | 6,7 |
| Tiefe der Kehle | mm | 450 | 450 | 800 | 450 | 800 |
| Arbeitshub | mm | 80 | 80 | 80 | 100 | 80 |
| Elektrodenkraft bei 600kPa(6bar) | daN | 470 | 470 | 470 | 1200 | 470 |
| Maximale Schweißleistung auf Baustahl | mm | 1,2+ 1,2 | 1,2 + 1,2 | 1,2 + 1,2 | 2 + 2 | 1,2 + 1,2 |
| Maximale Schweißleistung auf Edelstahl | mm | 1,5 + 1,5 | 1,5 + 1,5 | 1,5 + 1,5 | 3 + 3 | 1,5 + 1,5 |
| Abmessungen (LxBxH) | mm | 1150 x 800 x 2020 | 1150 x 800 x 2020 | 1450 x 800 x 2100 | 1450 x 800 x 2100 | 1450 x 800 x 2100 |
| Gewicht | kg | 800 | 900 | 900 | 1540 | 900 |
| Antriebskopf | A | A B | B | A B | B | |
| Antriebssystem | C | E | D | E | D | |
| ANTRIEBSKOPF | ||||||
| A = unten | ||||||
| B = oben | ||||||
| ANTRIEBSSYSTEM | ||||||
| C = Zahnriemen | ||||||
| D = direkt mit Hooke’s Joint | ||||||
| E = Differential | ||||||


