



Z – ZP
LONGITUD DE BRAZO AJUSTABLE
"*" señala los campos obligatorios
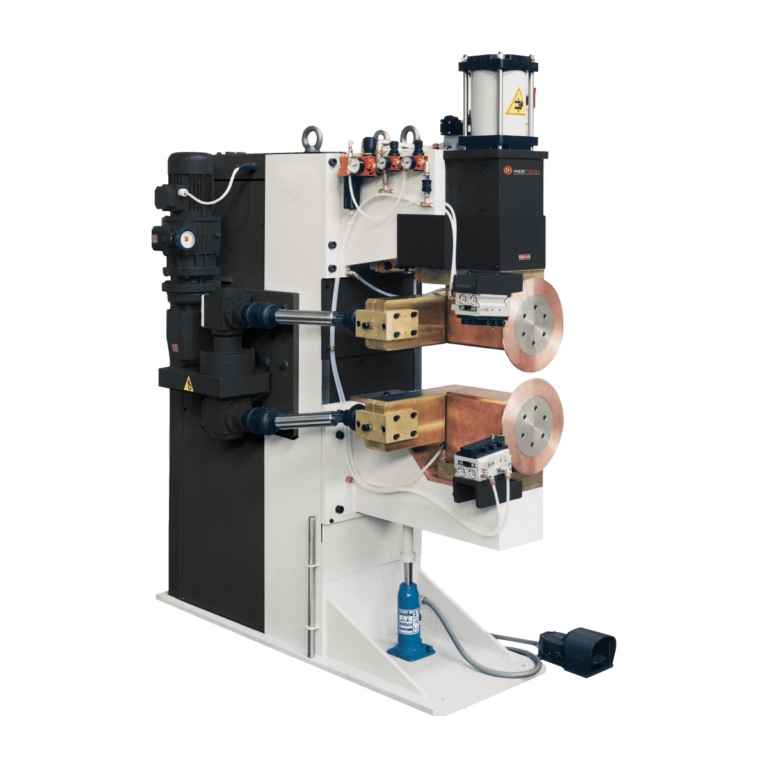
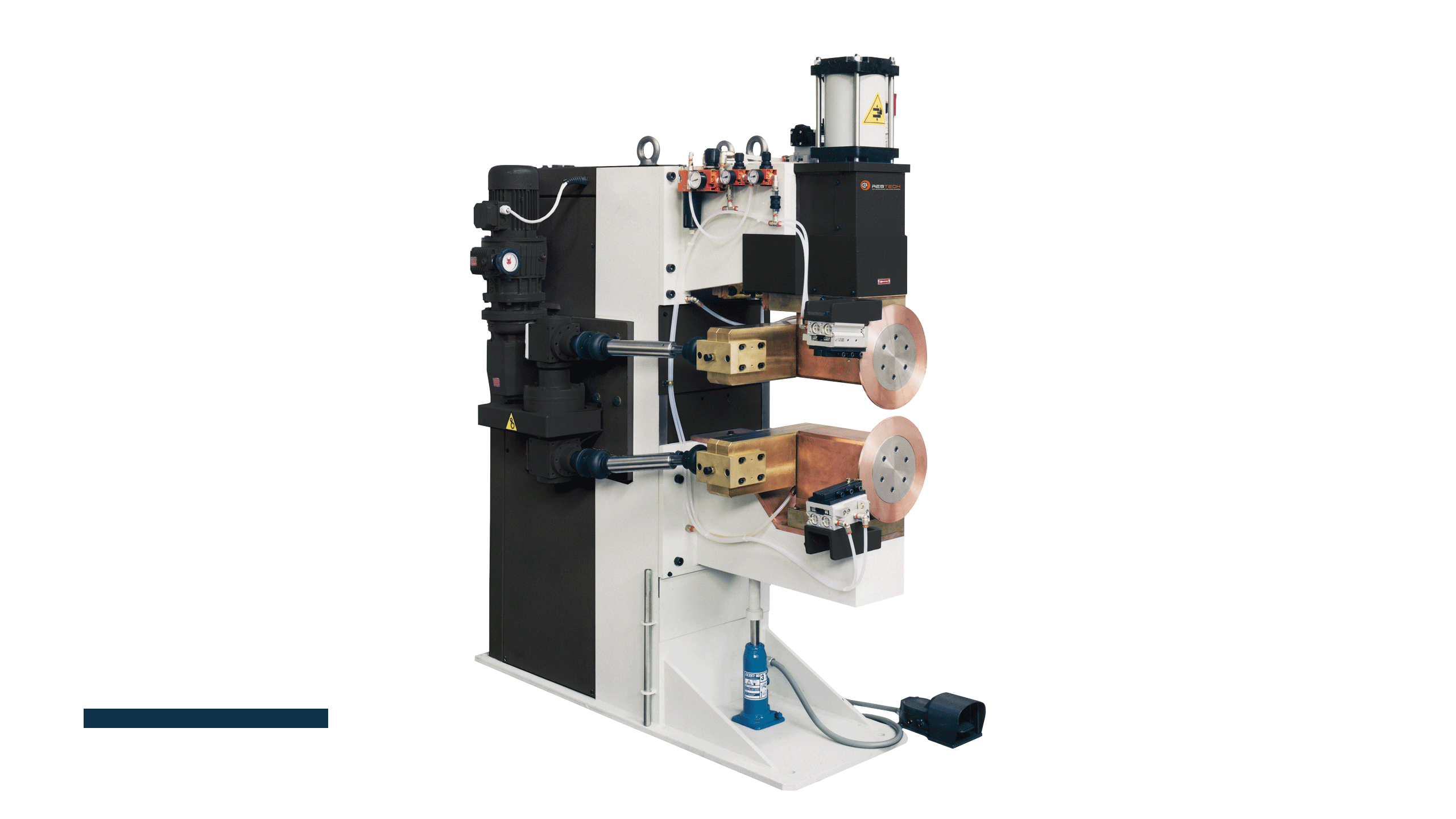
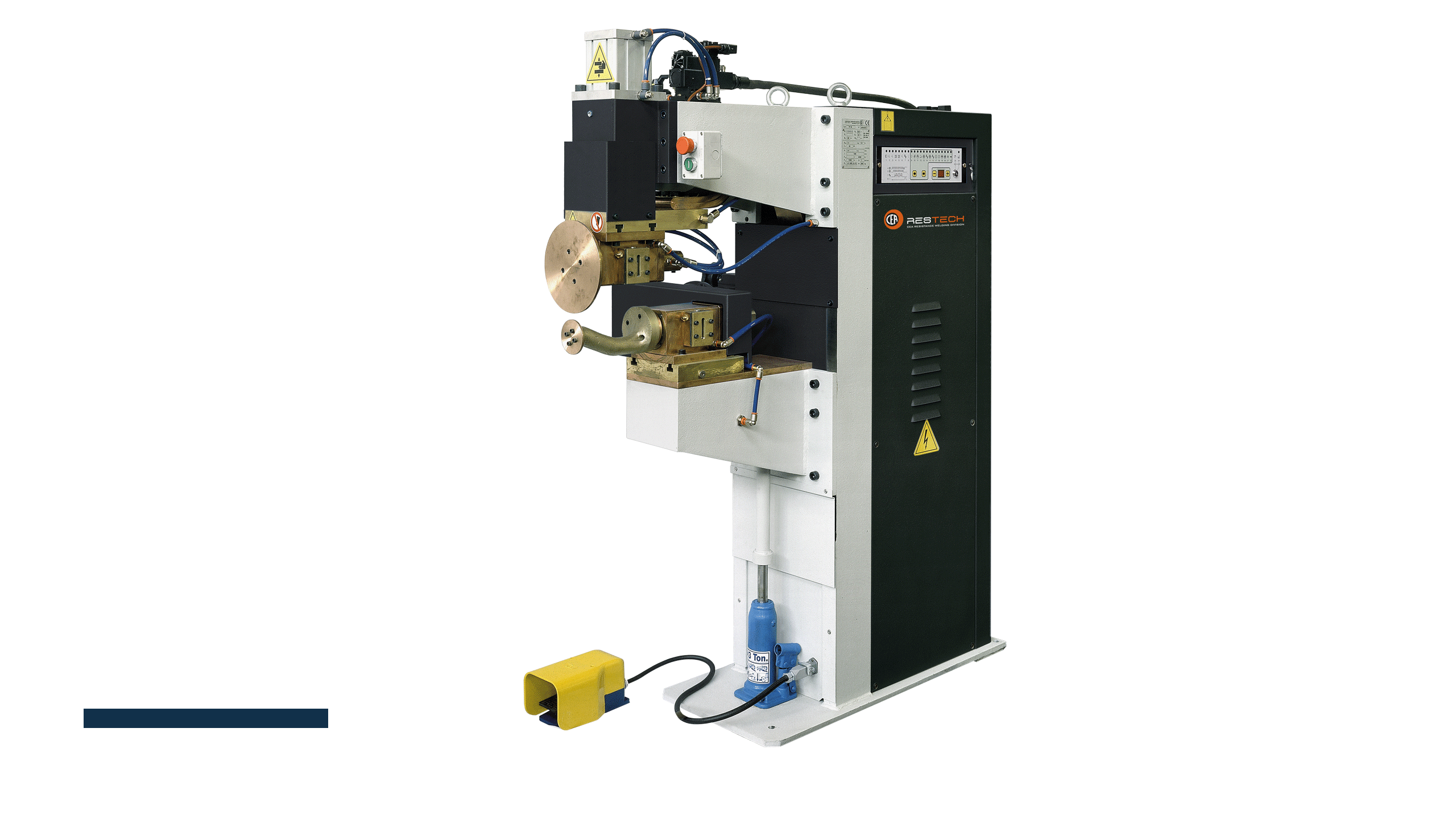
La gama de soldadoras por costura RT – RL se suministra de serie para conexión monofásica a la red eléctrica. Las versiones trifásicas, también con inversor de frecuencia media (1000 Hz), están disponibles para aplicaciones especiales. La máquina de media frecuencia garantiza una soldadura de alta velocidad y permite unir piezas difícilmente soldables con una deformación reducida. La amplia gama de configuraciones del equipo permite obtener soldaduras estancas de botellas, extintores, radiadores, depósitos y elementos similares con resultados de excelente calidad.
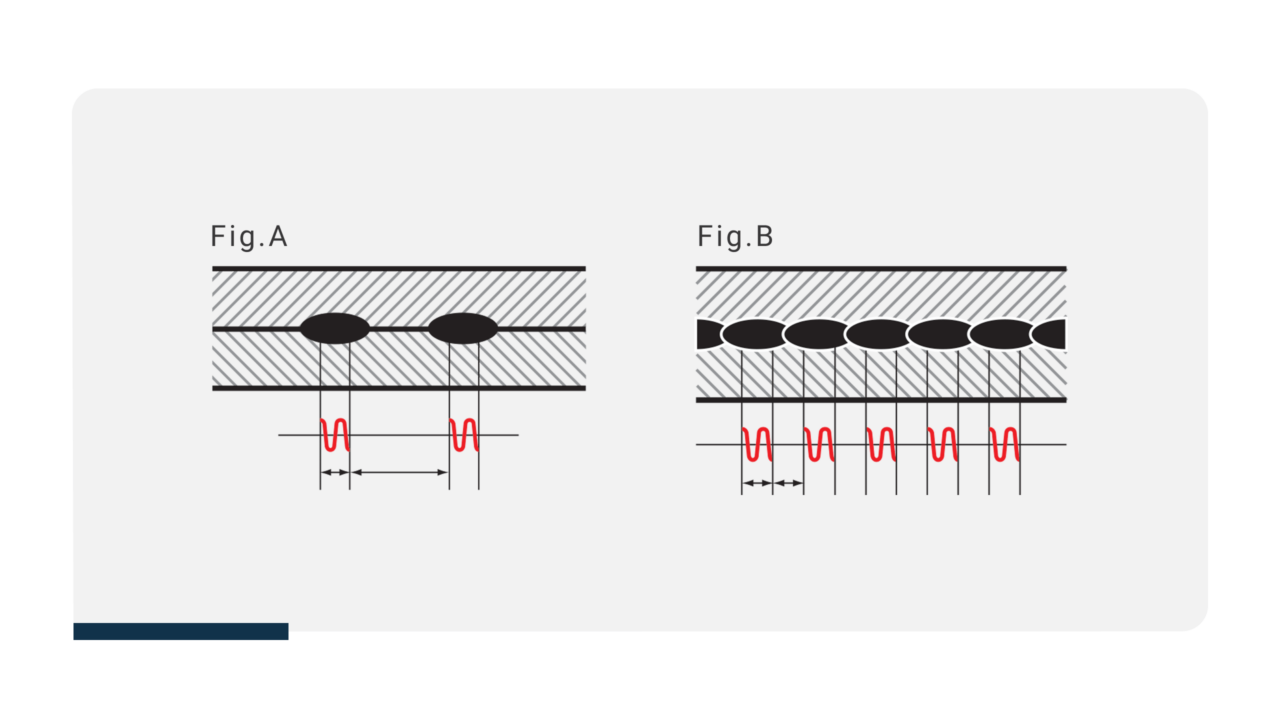
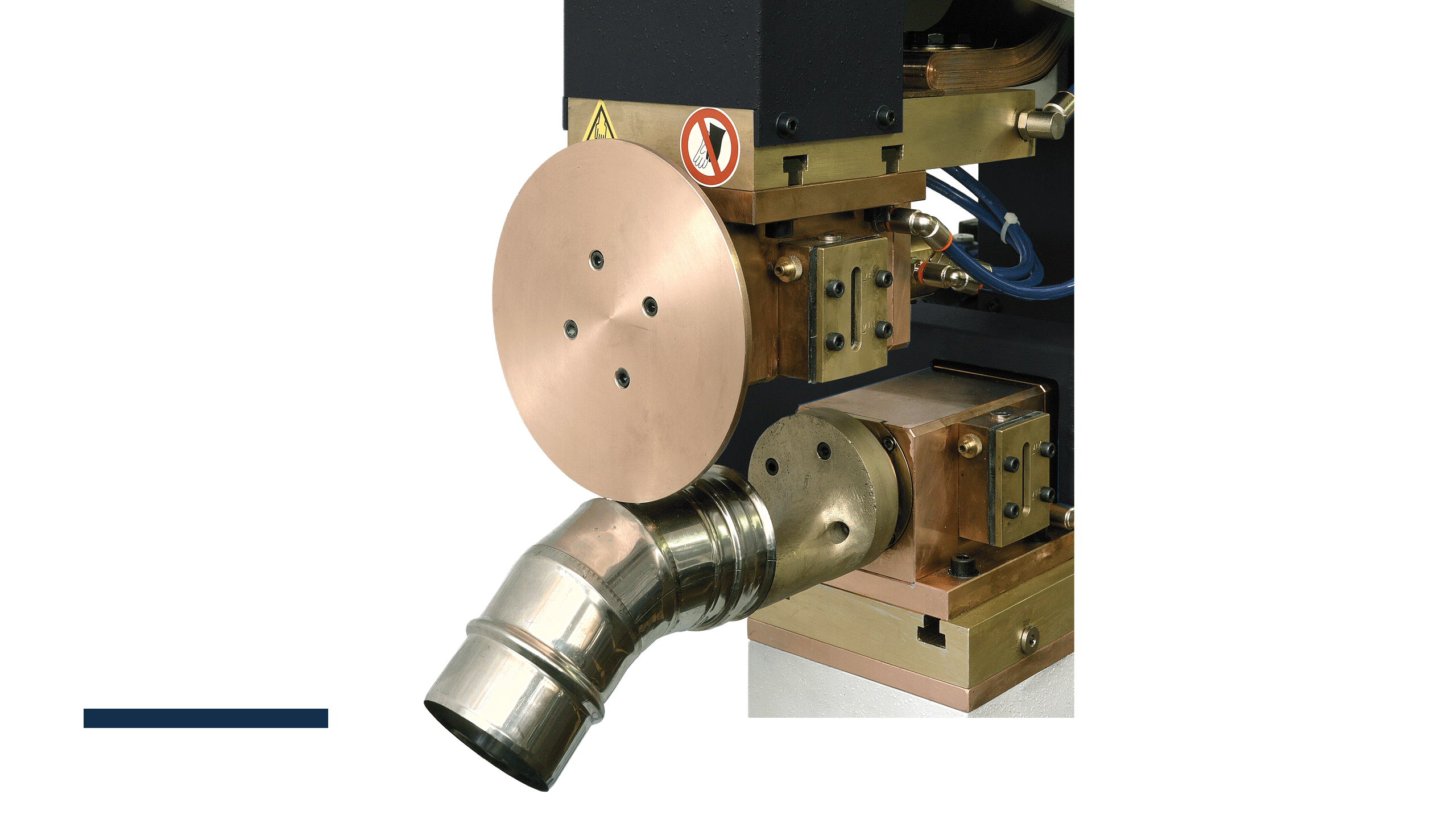
La soldadura por roldana es un proceso de soldadura por resistencia eléctrica. En este proceso de unión, los metales superpuestos se sueldan bajo presión mediante una secuencia de puntos realizados por discos giratorios de aleación de cobre. Dependiendo de la elección de los parámetros, como la frecuencia de los puntos y la velocidad de rotación de los electrodos, suelen conseguirse dos uniones típicas.

| DATOS TÉCNICOS | RT 80 | RT 80 2T | RT 81 | RT 180 2T | RL 81 | |
| Monofásica 50/60 Hz | V | 400 | 400 | 400 | 400 | 400 |
| Potencia nominal 50% | kVA | 60 | 60 | 80 | 180 | 80 |
| Potencia instalada | kVA | 60 | 60 | 80 | 180 | 80 |
| Fusible (acción retardada) | A | 150 | 150 | 200 | 400 | 200 |
| Tensión en circuito abierto | V | 5,1 | 5,1 | 6,7 | 9,5 | 6,7 |
| Profundidad de garganta | mm | 450 | 450 | 800 | 450 | 800 |
| Carrera de trabajo | mm | 80 | 80 | 80 | 100 | 80 |
| Fuerza del electrodo a 600kPa(6bar) | daN | 470 | 470 | 470 | 1200 | 470 |
| Capacidad máxima de soldadura en acero dulce | mm | 1,2 + 1,2 | 1,2 + 1,2 | 1,2 + 1,2 | 2 + 2 | 1,2 + 1,2 |
| Capacidad máxima de soldadura en acero inoxidable | mm | 1,5 + 1,5 | 1,5 + 1,5 | 1,5 + 1,5 | 3 + 3 | 1,5 + 1,5 |
| Dimensiones (LxAxA) | mm | 1150 x 800 x 2020 | 1150 x 800 x 2020 | 1450 x 800 x 2100 | 1450 x 800 x 2100 | 1450 x 800 x 2100 |
| Peso | kg | 800 | 900 | 900 | 1540 | 900 |
| Cabeza motriz | A | A B | B | A B | B | |
| Sistema de arrastre | C | E | D | E | D | |
| CABEZA MOTRIZ | ||||||
| A = inferior | ||||||
| B = superior | ||||||
| SISTEMA DE ACCIONAMIENTO | ||||||
| C = correa dentada | ||||||
| D = directa con junta de hooke | ||||||
| E = diferencial | ||||||


