



HR 22
Water cooling equipment HR 22 230 V
"*" indicates required fields

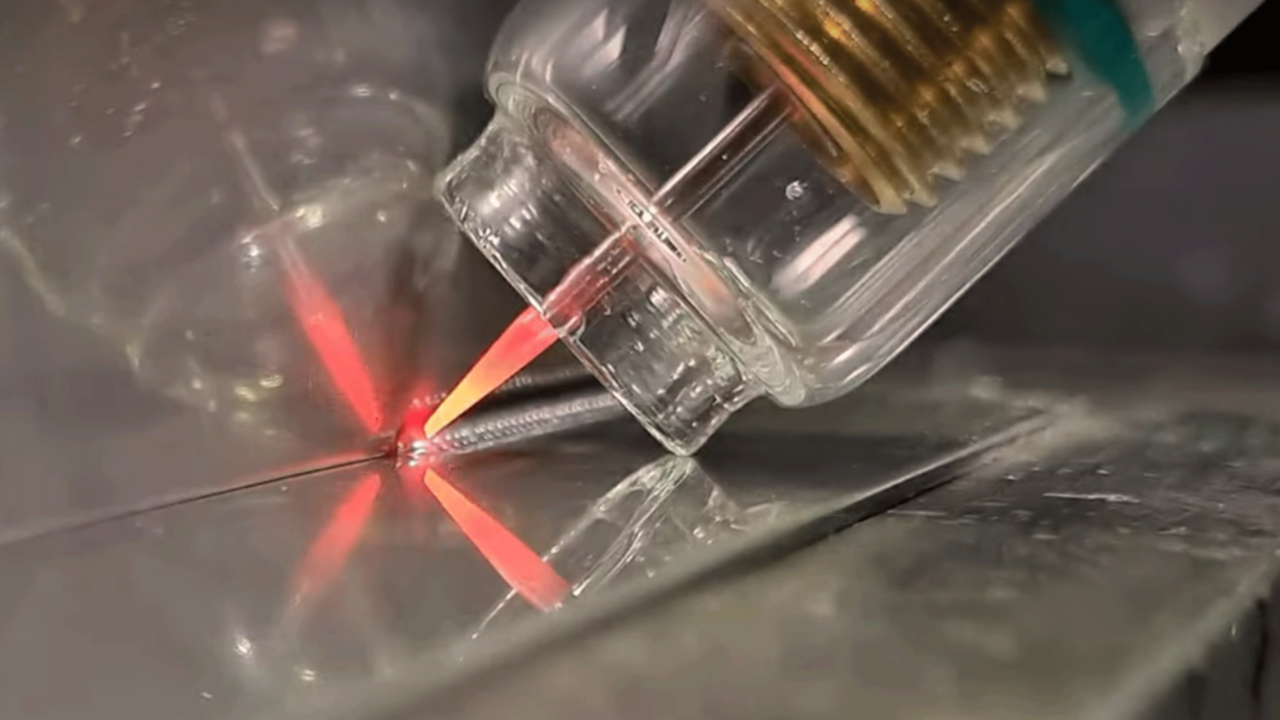
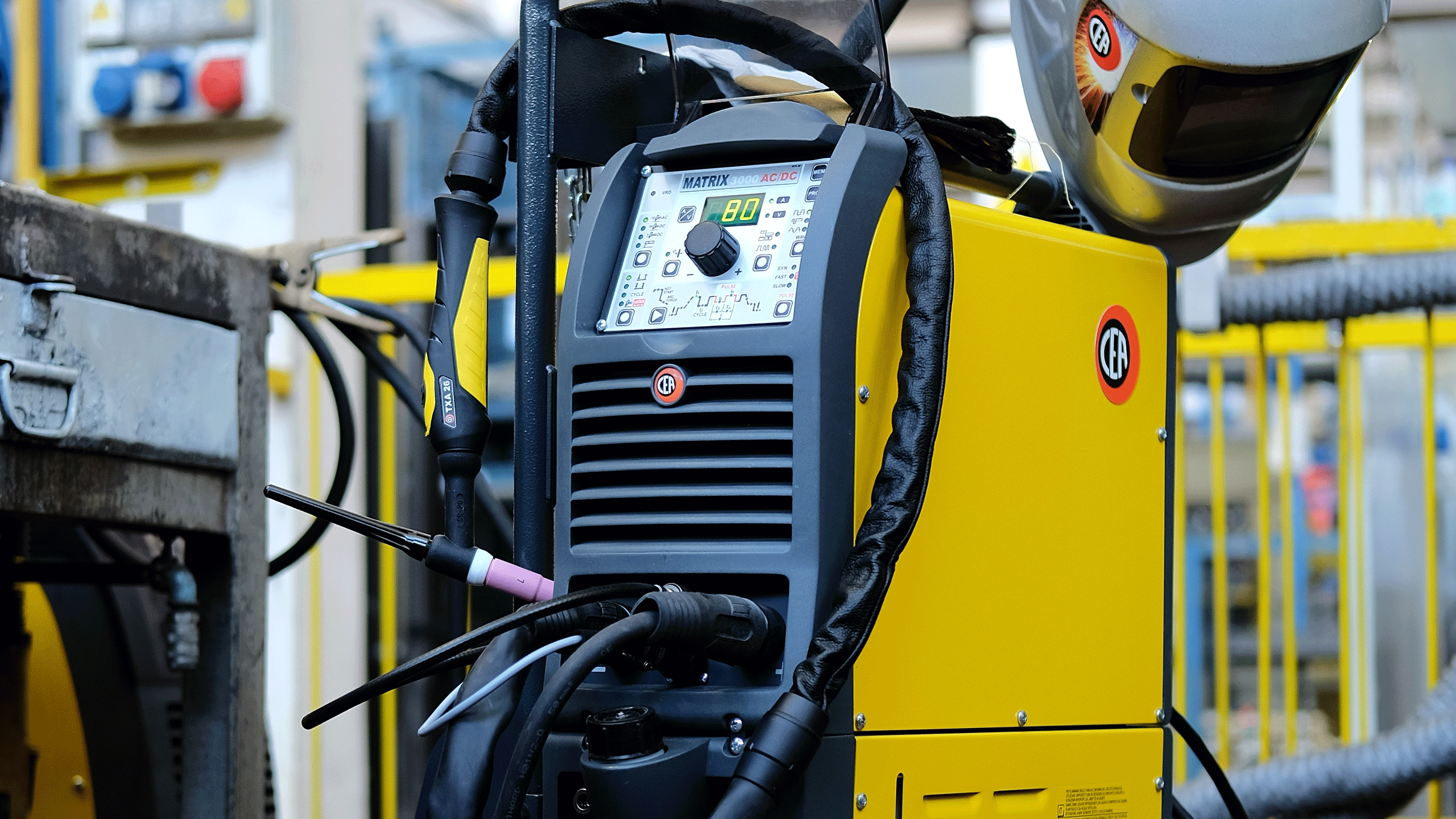
MATRIX AC/DC are highly technologically advanced TIG power sources with a complete and user friendly interface for the total control of all welding parameters.
MATRIX AC/DC grants excellent TIG welding performance with all metals, including aluminum and its alloys, in the toughest industry and in maintenance application.
TIG DC min current from 1A / TIG AC min Current from 3 A

MATRIX AC/DC also offer excellent performance in MMA welding with the most difficult basic and cellulosic electrodes.








Water cooling equipment HR 22 230 V

Water cooling equipment HR 23 400 V

Cea CL-1100 cooling liquid – 5 l Tank

Trolley VT 101 with 2 rolls for power source, cooling equipment and cylinder

Trolley CT 401 with 4 rolls for power source, cooling equipment and cylinder

Trolley CT 70 with 4 rolls for power source, cooling equipment and cylinder (and autotransformer)

Trolley CT 75 with 4 rolls for power source, cooling equipment and cylinder (and autotransformer)
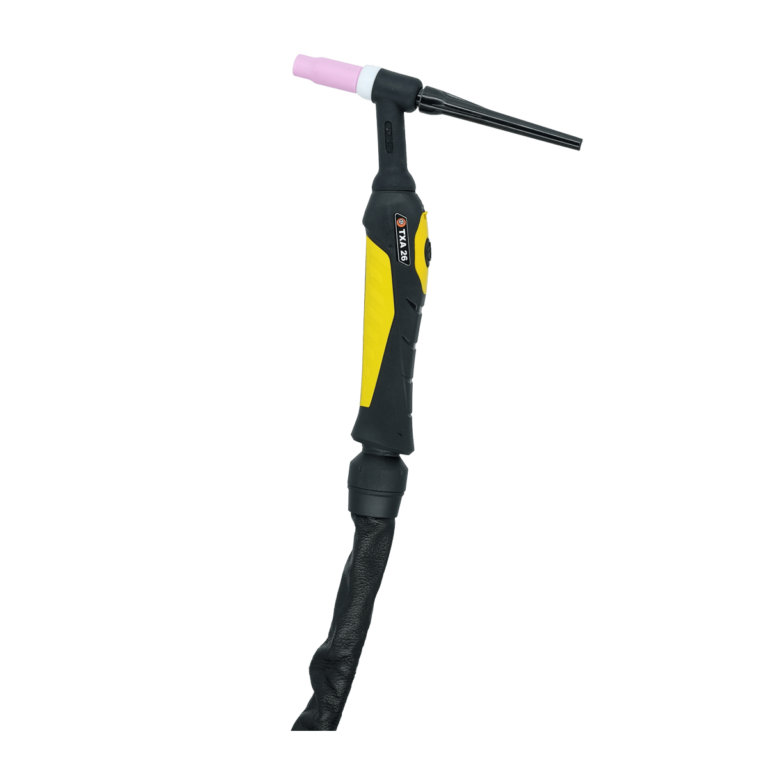
CEA Torch TXA 26.4 4 m – 250 A 60% (DC)

CEA Torch TXH 18.4 4 m – 320 A 100% (DC) – water cooled

CEA Torch TXH 18.4 “UP/DOWN” 4 m – 320 A 100% (DC) – water cooled

CEA Torch Mini TXH 20.4 4 m – 250 A 100% (DC) – water cooled

CEA Torch Mini TXH 20.4 “UP/DOWN” 4 m – 250 A 100% (DC) – water cooled

35 mm² / 4 m Ground cable with clamp

70 mm² / 4 m Ground cable with clamp

Reducer with flowmeter and 1 manometer



Adapter for simultaneous connection of Torch and PSR 7
A6 Connection kit for non-standard Torch





| TECHNICAL DATA |
MATRIX 2200 AC/DC |
MATRIX 3000 AC/DC |
||||
| TIG | MMA | TIG | MMA | |||
| Single phase input 50/60 Hz | V | +20% -20% |
230 | – | ||
| Three phase input 50/60 Hz | V | +15% -20% |
– | 400
(+/- 20%) |
||
| Input power @ I2 max | kVA | 5,6 | 6,2 | 9,0 | 9,6 | |
| Delayed Fuse (I2 @ 100%) | A | 16 | 16 | 10 | 10 | |
| Power factor / cos φ | 0,99/0,99 | 0,99/0,99 | 0,93/0,99 | 0,94/0,99 | ||
| Efficiency Degree | 0,81 | 0,83 | ||||
| Open circuit voltage | V | 85 | 85 | |||
| Current range | A | 1-220 | 10-180 | 1-300 | 10-250 | |
| Duty cycle at (40°C) | A 100% | 140 | 120 | 210 | 190 | |
| A 60% | 180 | 150 | 250 | 220 | ||
| A 30% | 220 | 180 | 300(35%) | 250 (40%) | ||
| Standards | EN 60974-1 • EN 60974-3 • EN 60974-10 | |||||
| Protection Class | IP | 23 S | 23 S | 23 S | ||
| Dimensions (LxWxH) | mm | 465 x 185 x 390 | 495 x 185 x 390 | |||
| Weight | kg | 15,5 | 19 | |||

