



HRX 20
Water cooling equipment HRX 20 230 V
"*" indicates required fields

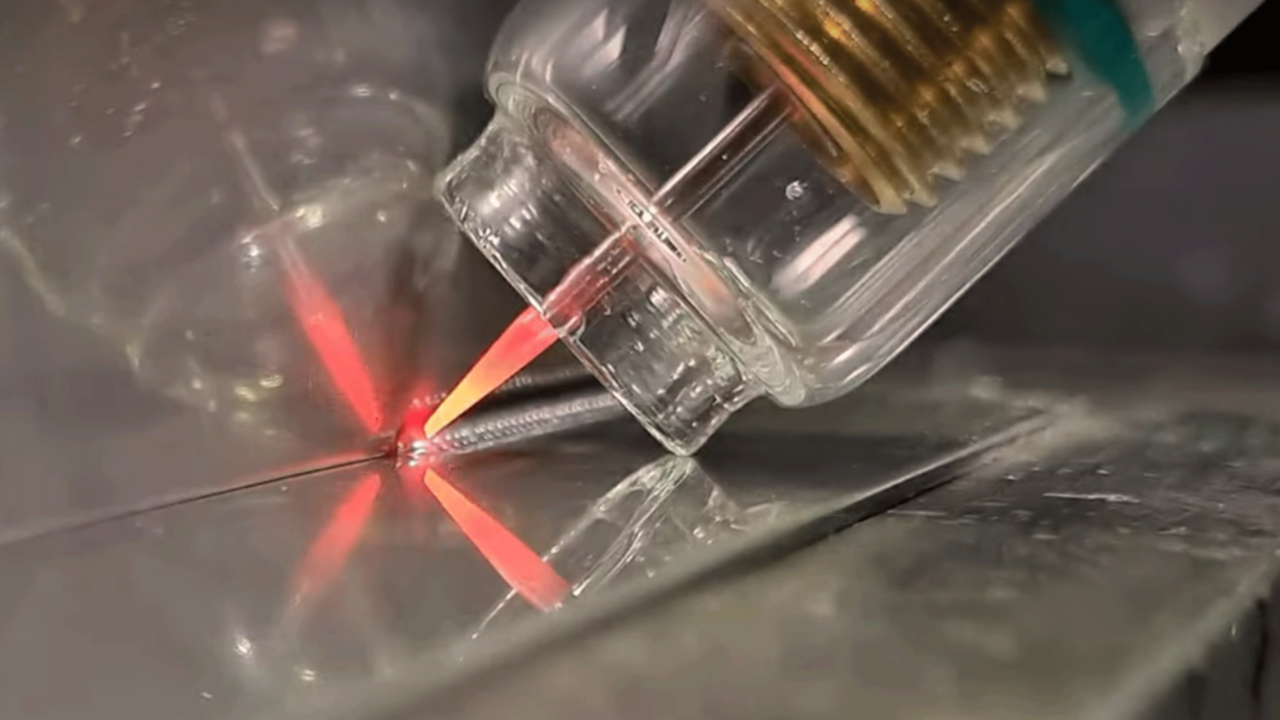
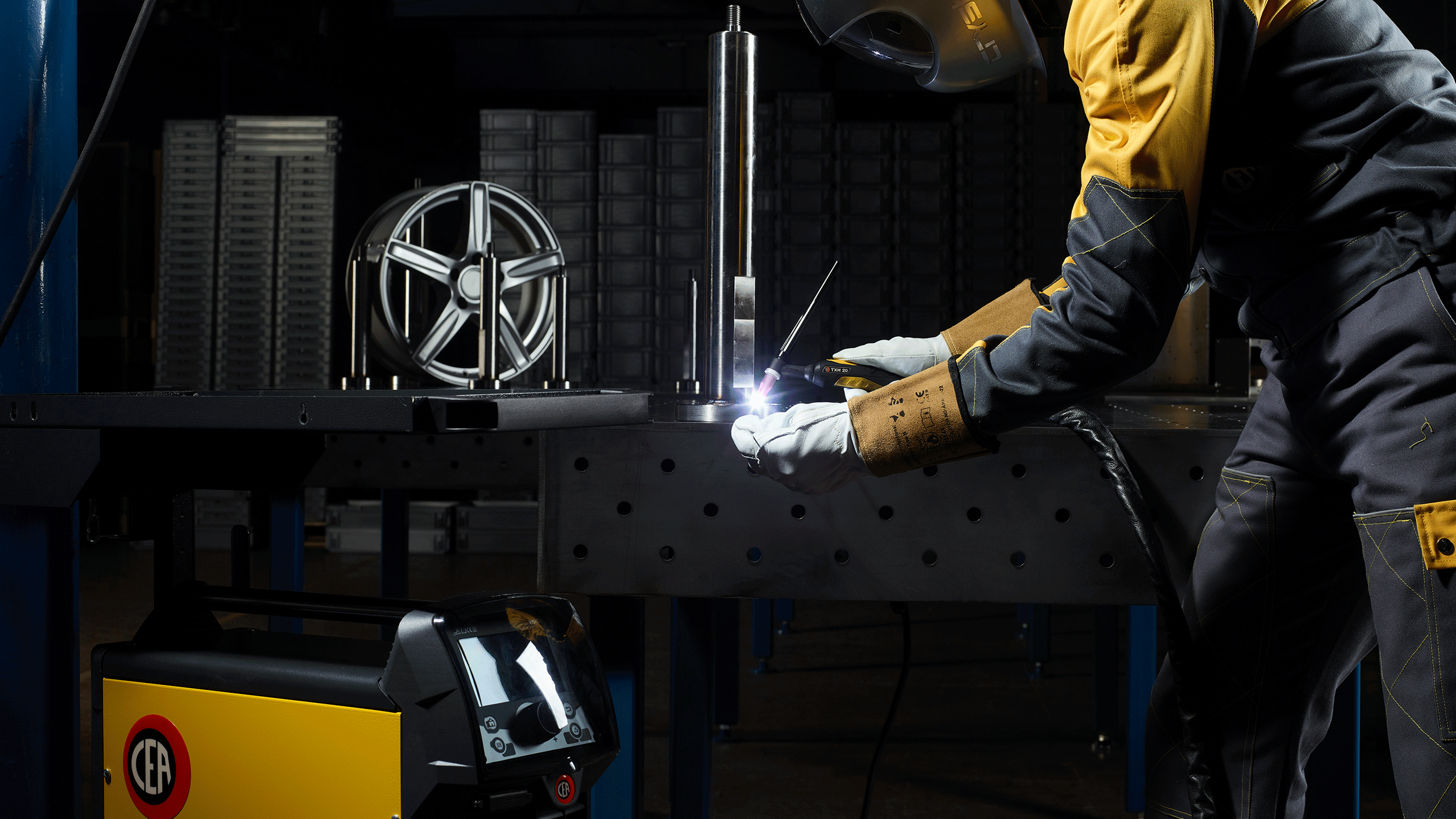
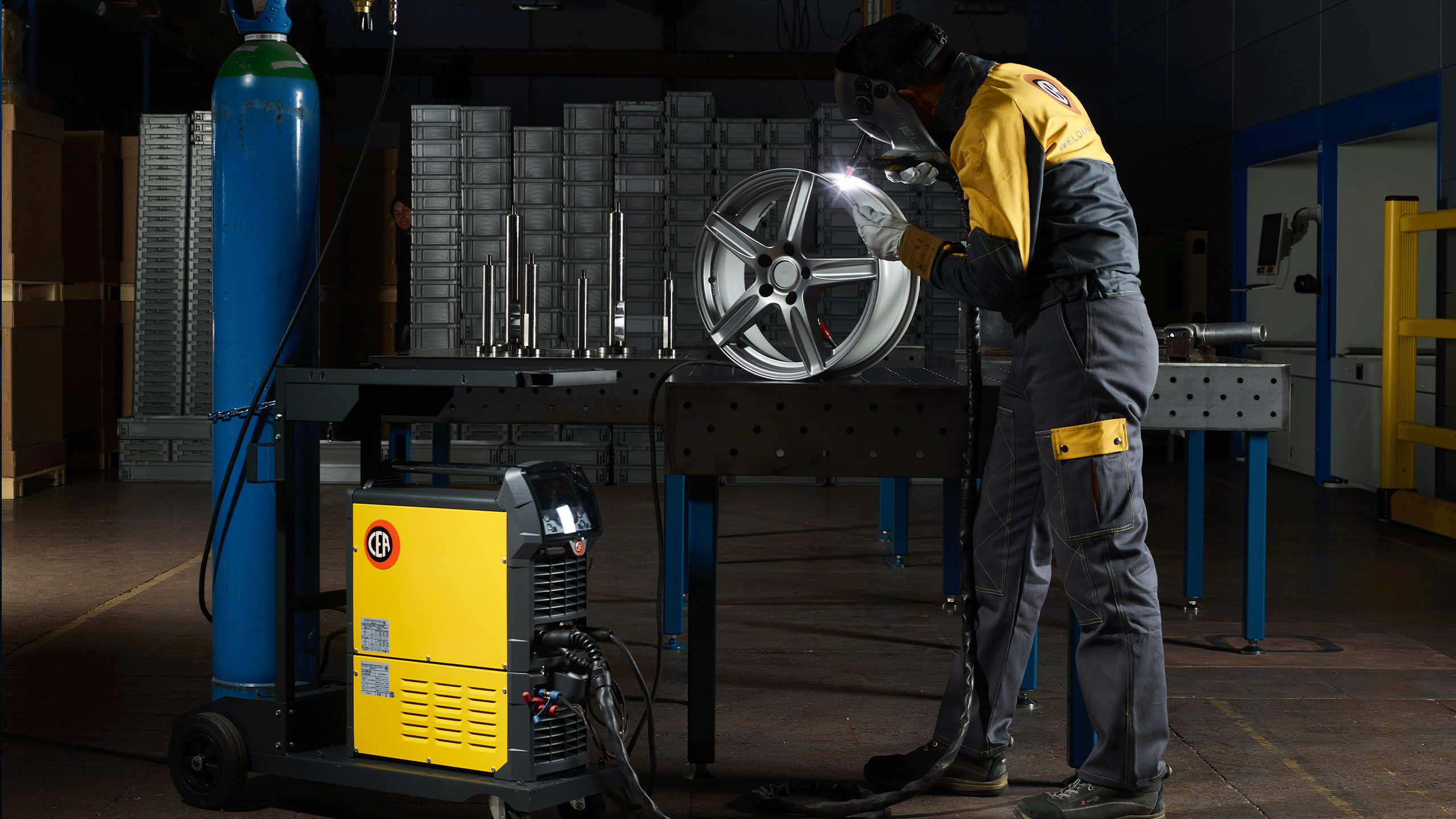
MATRIX X AC/DC are high efficiency TIG AC/ DC inverter power sources, studied to satisfy the most advanced and sophisticate request in the TIG welding market.
MATRIX X AC/DC enable TIG welding of all metals including Aluminium and its alloys, and they also offer excellent performance in MMA welding with the most difficult basic and cellulosic electrodes.
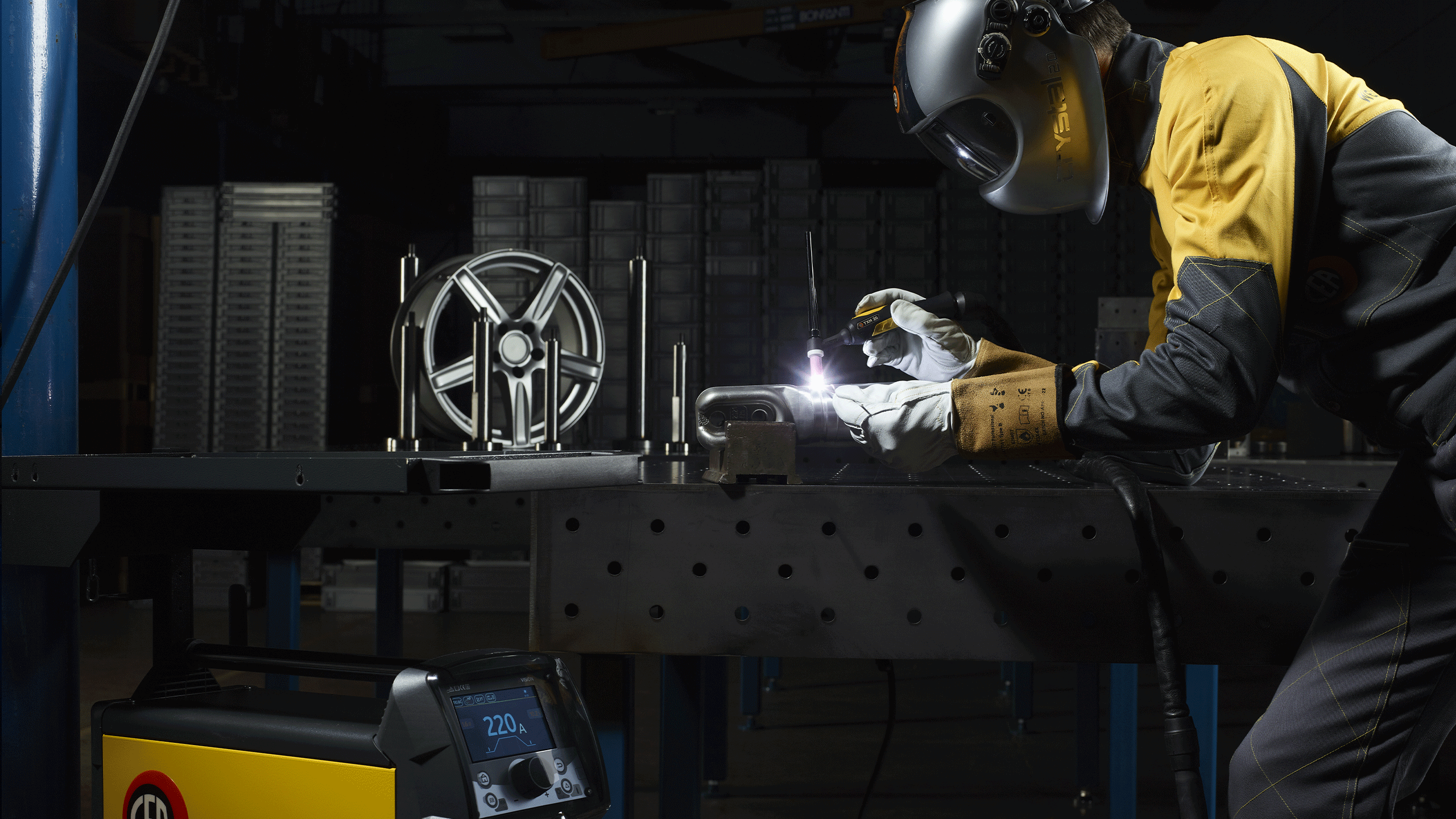
MATRIX X AC/DC are standard equipped with the new X VISION interface, simple and complete, for the total control and monitoring of all the welding parameters.
TIG DC minimum current from 1A and TIG AC starting from 3A.

Their excellent characteristics, coupled with the high technology of the digital control, allow a perfect stability of the welding arc, granting high performance TIG welding in the more sophisticated industrial applications and maintenance.
Thanks to PFC the single phase MATRIX X 220 AC/DC optimizes the amount of energy consumption by allowing the use of this powerful power source, without problems, with 16 A fuse mains and power generator sets.









Water cooling equipment HRX 30 400 V

Water cooling equipment HRX 52 400 V

Cea CL-1100 cooling liquid – 5 l Tank

Trolley VT 101 with 2 rolls for power source, cooling equipment and cylinder

Trolley CT 401 with 4 rolls for power source, cooling equipment and cylinder

Trolley CT 70 with 4 rolls for power source, cooling equipment and cylinder (and autotransformer)

Trolley CT 75 with 4 rolls for power source, cooling equipment and cylinder (and autotransformer)

Trolley CT 80 for power source, cylinder (and autotransformer)
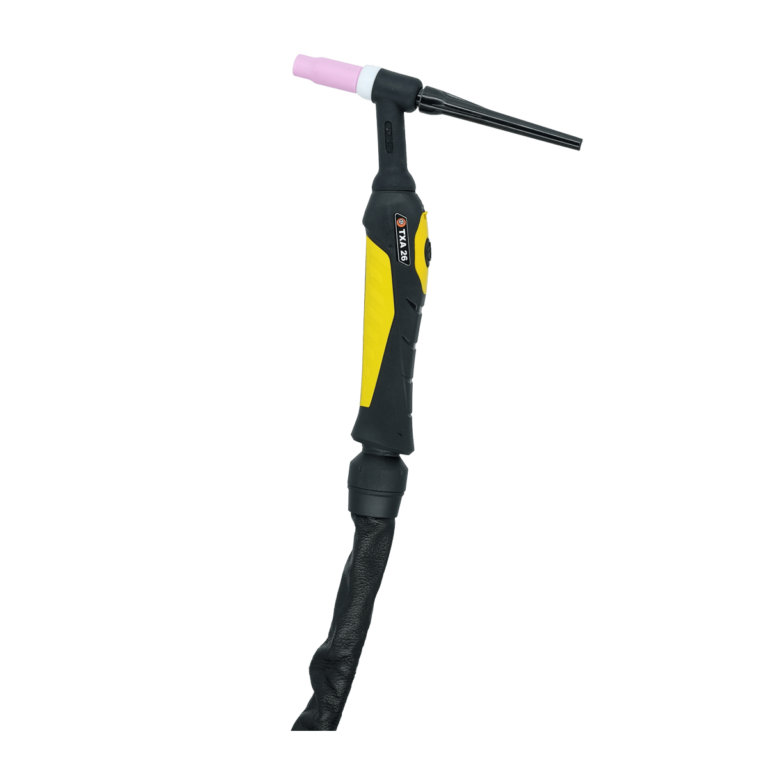
CEA Torch TXA 26.4 4 m – 250 A 60% (DC)

CEA Torch TXA 26.4 “UP/DOWN” 4 m – 250 A 60% (DC)

CEA Torch Mini TXH 20.4 4 m – 250 A 100% (DC) – water cooled

CEA Torch Mini TXH 20.4 “UP/DOWN” 4 m – 250 A 100% (DC) – water cooled

CEA Torch TXH 18.4 4 m – 320 A 100% (DC) – water cooled

CEA Torch TXH 18.4 “UP/DOWN” 4 m – 320 A 100% (DC) – water cooled

35 mm² / 4 m Ground cable with clamp

70 mm² / 4 m Ground cable with clamp

Reducer with flowmeter and 1 manometer

DFX5 – Dust Filter for MATRIX X 400 / X 500



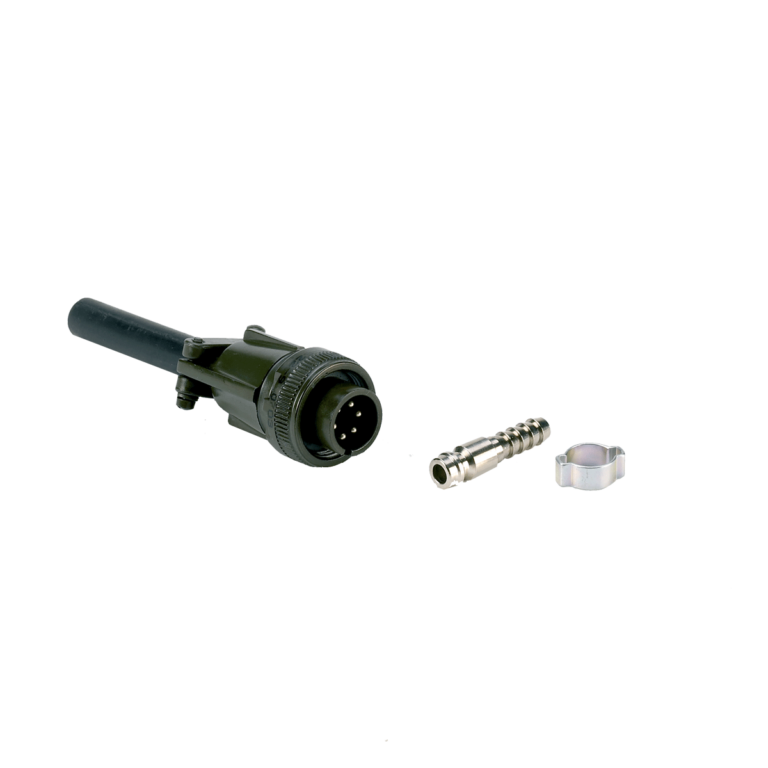
Adapter for simultaneous connection of Torch and PSR 7
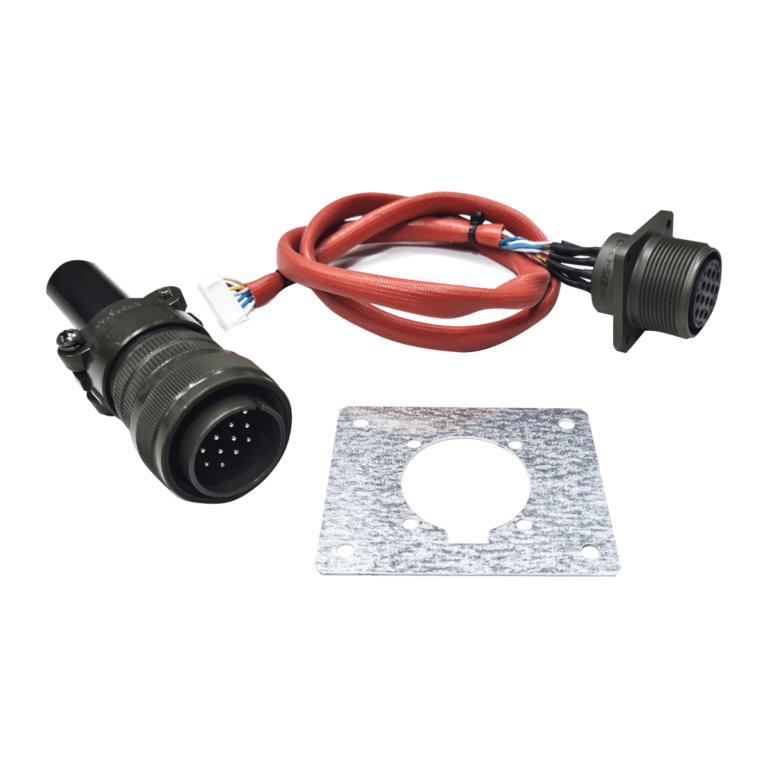
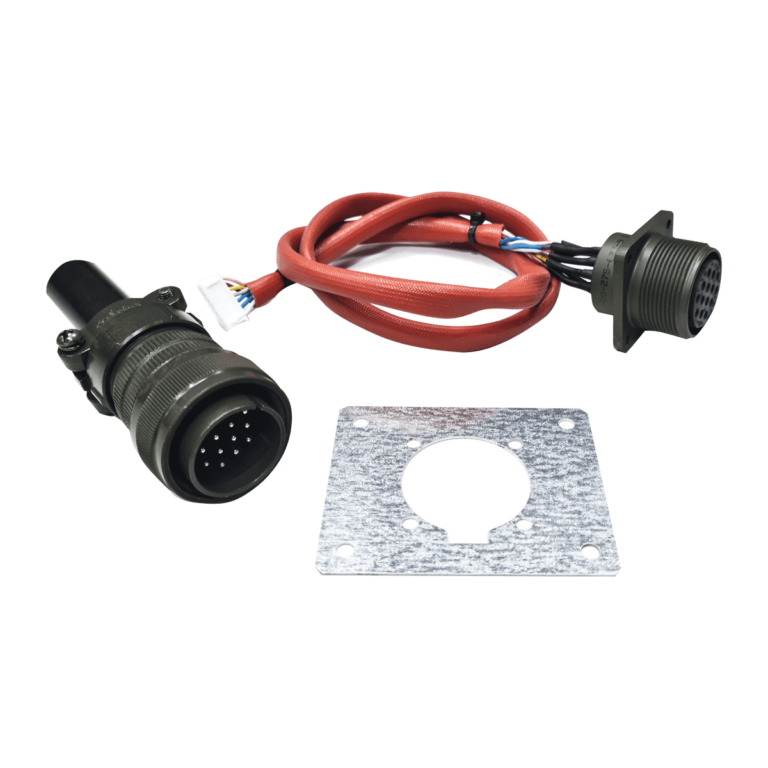
A6 Connection kit for non-standard Torch






| TECHNICAL DATA |
MATRIX X220 AC/DC |
MATRIX X300 AC/DC |
MATRIX X400 AC/DC |
MATRIX X500 AC/DC |
||||||
| TIG | MMA | TIG | MMA | TIG | MMA | TIG | MMA | |||
| Single phase input 50/60 Hz | V | +20% -20% |
230 | – | – | – | ||||
| Three phase input 50/60 Hz | V | +20% -20% |
– | 400 | 400 | 400 | ||||
| Input power @ I2 Max | kVA | 5,6 | 6,2 | 9,0 | 9,6 | 19,0 | 24,7 | 26,0 | 31,0 | |
| Delayed Fuse (I2 @ 60%) | A | 16 | 16 | 10 | 10 | 32 | 32 | 40 | 50 | |
| Power Factor / cos φ | 0,99/0,99 | 0,99/0,99 | 0,93/0,99 | 0,94/0,99 | 0,65/0,99 | 0,67/0,99 | 0,73/0,99 | 0,73/0,99 | ||
| Efficiency Degree | 0,81 | 0,83 | 0,86 | 0,87 | ||||||
| Open circuit voltage | V | 85 | 85 | 85 | 85 | |||||
| Current range | A | 1-220 | 10-180 | 1-300 | 10-250 | 1-400 | 10-400 | 1-500 | 10-500 | |
| Duty cycle at (40°C) | A 100% | 140 | 120 | 210 | 190 | 350 | 350 | 400 | 400 | |
| A 60% | 180 | 150 | 250 | 220 | 400 | 400 | 500 | 500 | ||
| A X% | 220 (30%) | 180 (30%) | 300 (35%) | 250 (40%) | — | — | — | — | ||
| Standards | EN 60974-1 • EN 60974-3 • EN 60974-10 | |||||||||
| Protection Class | IP | 23 S | 23 S | 23 S | 23 S | |||||
| Dimensions (LxWxH) | mm | 530 x 215 x 410 | 530 x 215 x 410 | 710 x 290 x 530 | 710 x 290 x 530 | |||||
| Weight | kg | 20 | 21,5 | 53 | 54 | |||||

